3.32
ENGINE
9923412 - 2012 Sportsman 400/500 and EFI Tractor Service Manual
© Copyright 2011 Polaris Sales Inc.
Cylinder Inspection
1. Remove all gasket material from the cylinder sealing
surfaces.
2. Inspect the top of the cylinder for warpage using a
straight edge and feeler gauge.
3. Inspect cylinder for wear, scratches, or damage.
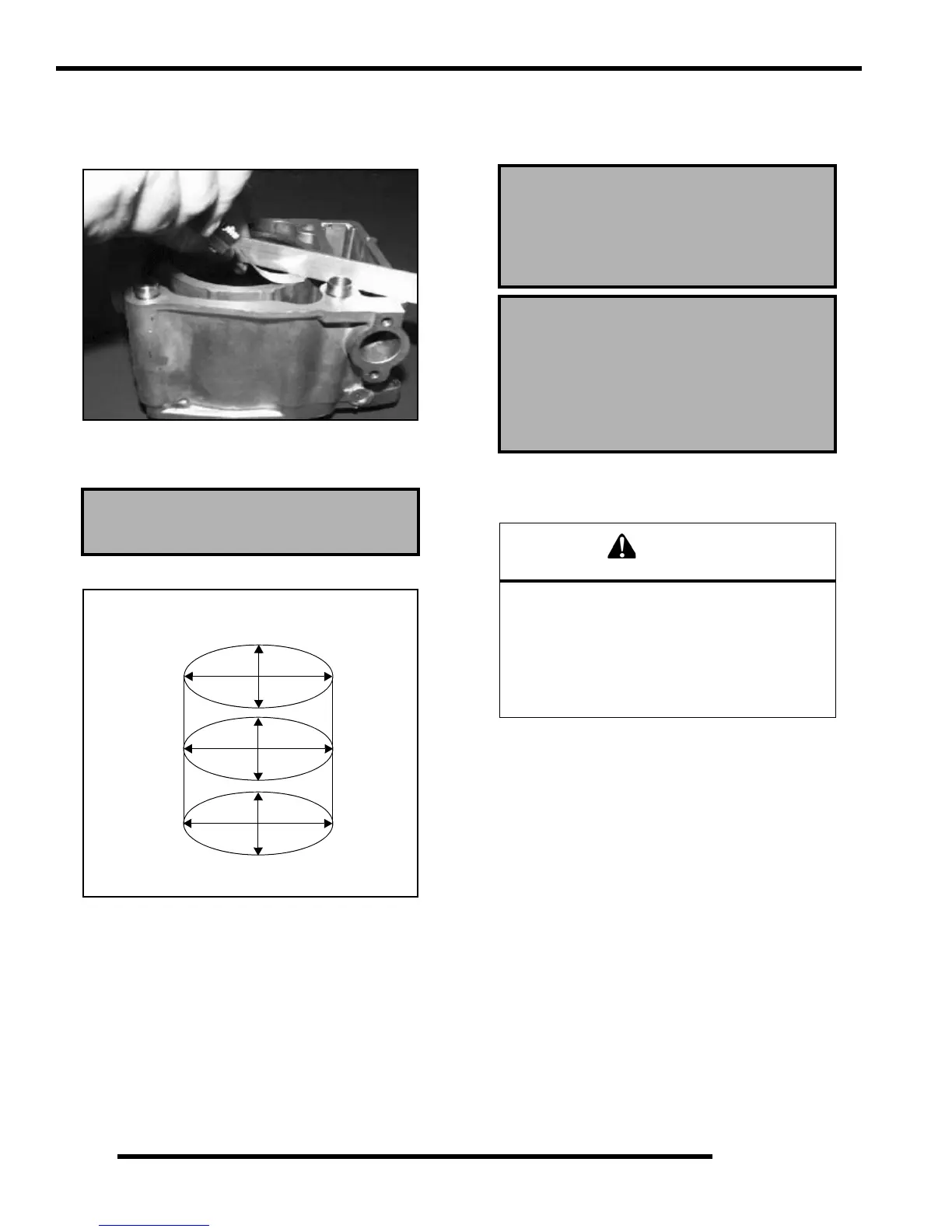
4. Inspect cylinder for taper and out of round with a
telescoping gauge or a dial bore gauge. Measure in
two different directions, front to back and side to side,
on three different levels (1/2" down from top, in the
middle, and 1/2" up from bottom).
5. Record measurements. If cylinder is tapered, or out
of round beyond .002, the cylinder must be re-bored
oversize, or replaced.
Cylinder Hone Selection / Honing Procedure
Cylinders may be wet or dry honed depending upon the
hone manufacturer’s recommendations. Wet honing
removes more material faster and leaves a more distinct
pattern in the bore.
NOTE: See next page for more information on
honing.
Cylinder Warpage:
.002” (.05 mm)
1/2” Down From Top of Cylinder
1/2” Up From Bottom
X
X
X
Y
Y
Y
Cylinder Taper
Limit: .002 Max.
Cylinder Out of Round
Limit: .002 Max.
Standard Bore Size:
(EH500PLE 498cc )
3.6221 - 3.6228” (92.00 - 92.012 mm)
(EH46PLE 455cc Carbureted)
3.4606-3.4614" (87.90-87.92 mm)
Selecting a hone which will straighten as well as
remove material from the cylinder is very
important. Using a common spring loaded finger
type glaze breaker for honing is never advised.
Polaris recommends using a rigid hone or arbor
honing machine which also has the
capability of oversizing.

 Loading...
Loading...




