THE ART OF WELDING
P6 HW
10
11
12
11
10
4
2
8
6
7
5
3
1
PN-0110008 Rev. 12 85-100
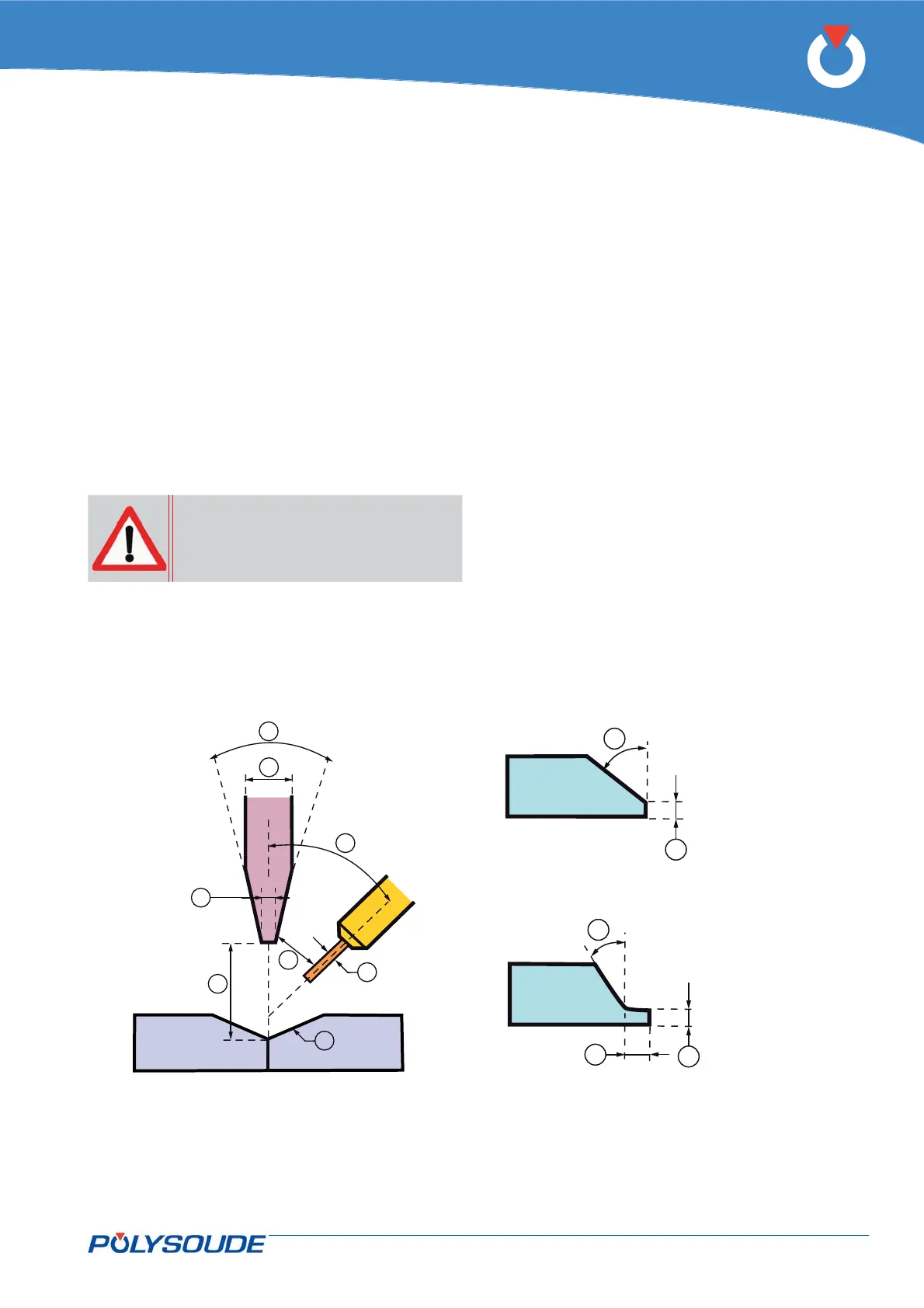
Fig. 7.1 - Non-programmable settings Fig. 7.2 - Preparing tubes
APPENDIX7.
Pre-established WPs7. 1.
The pre-established WPs (Welding Procedures) have
been developed by the Polysoude laboratory to allow
a fast approach to customised procedures. These WPs
correspond to frequently faced applications. Search
criteria are the name of the WP, the tube diameter,
the wall thickness, the base material, the applica-
tion, the type of welding head, the weld position;
the P6 HW power source can offer you the prede-
fi ned WP best suited to the request. You are then
able to modify this user WP to refi ne the welding
procedure.
All WPs are intended to be executed with argon as
shielding gas.
Warning: some applications require
several programs.
All programs that use fi ller wire have been developed
with wire of 0.8 mm diameter.
The result and the quality of a weld is infl uenced
considerably by no-programmable adjustments. In
the predefi ned WPs you will fi nd the values chosen as
each program was generated. The parameters are:
Fig. 7.1 Pos.1 Tube end preparation.
Fig. 7.1 Pos.2 Electrode diameter.
Fig. 7.1 Pos.3 Sharpening angle of the elec-
trode.
Fig. 7.1 Pos.4 Flattened tip of the electrode.
Fig. 7.1 Pos.5 Distance electrode/workpiece.
Fig. 7.1 Pos.6 Filler wire diameter.
Fig. 7.1 Pos.7 Filler wire outlet angle.
Fig. 7.1 Pos.8 Distance electrode/wire.
Fig. 7.1 Pos.9 Start position of the weld.
Fig. 7.2 Pos.10 Preparation angle.
Fig. 7.2 Pos.11 Land thickness.
Fig. 7.2 Pos.12 Land length in case of a J prep.
Single U-butt weld
preparation
Single V-butt weld
preparation