THE ART OF WELDING
P6 HW
PN-0110008 Rev. 12 89-100
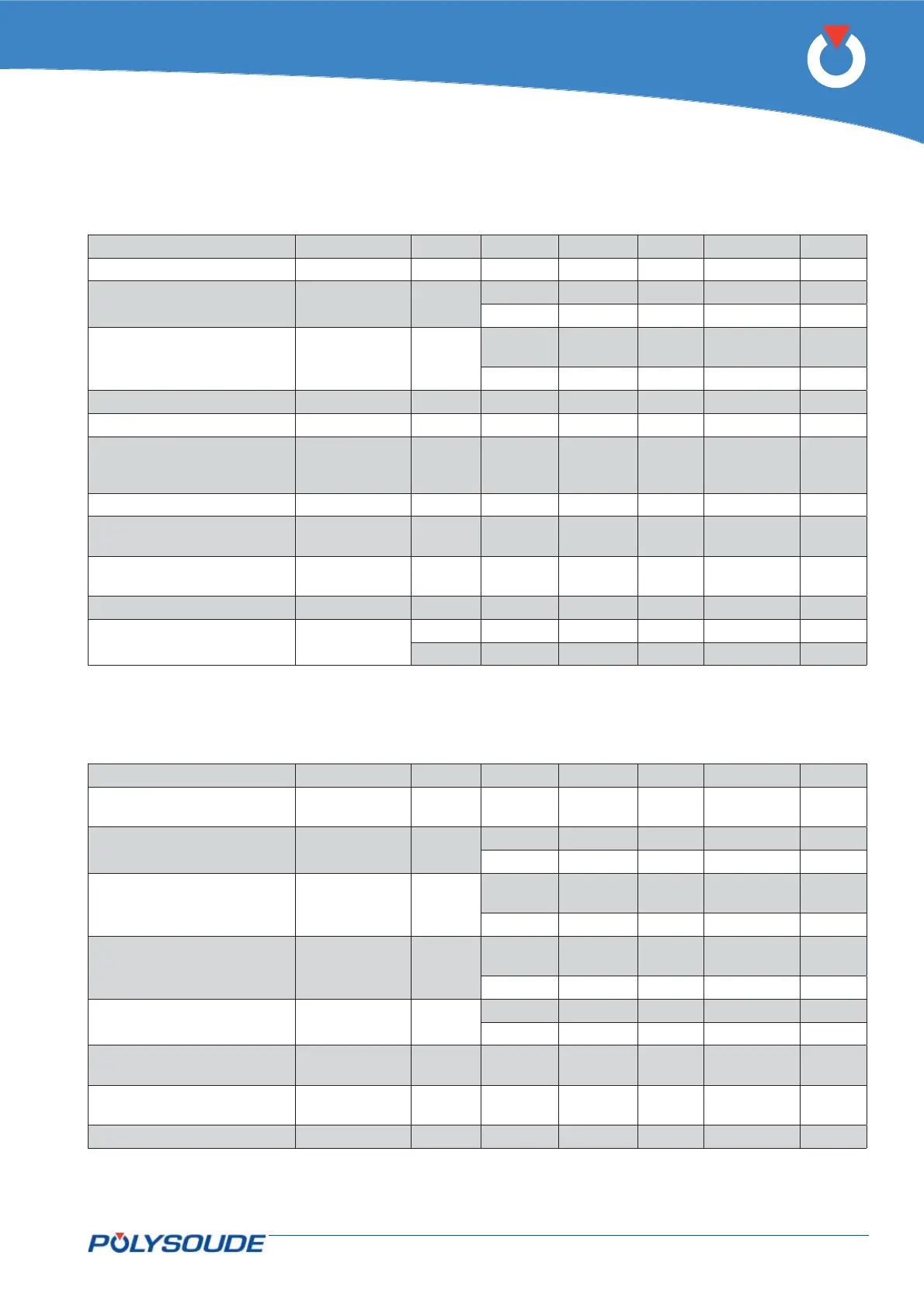
Arc voltage control axis – AVC (option)
Function Wording Ref. Min. Max. Unit Increment Default
Delay before start AVC leadtime T50 0,0 999,0 s 0,1 5,0
Ignition height Height H50
(e) (e) mm 1 (e)
(e) (e) in 0,001 (e)
Torch height regulation
speed
Speed V50
(e) (e)
mm/
min
0,1 (e)
(e) (e) in/min 0,01 (e)
AVC sensitivity Sensitivity S50 1,0 20,0 / 0,1 5
Activate Stop AVC Position N50 0 9999 ° 0 365
Arc voltage (pulse current
or background current at
thermal pulsing)
High voltage H51 (e) (e) V 0,1 (e)
Ramp time Ramp time T51 0,0 999,0 s 0,1 0
Arc voltage (pulse current
at thermal pulsing)
H52 (e) (e) V 0,1 (e)
Arc voltage (background
current)
Low voltage H53 (e) (e) V 0,1 (e)
Time Blocage front T54 10 250 ms 1 10
Height torch retract Height
H54 (e) (e) mm 1 (e)
(e) (e) in/min 0,1 (e)
Oscillation axis – OSC (option)
Function Wording Ref. Min. Max. Unit Increment Default
Delay before start
Preoscillation
time
T60 0 40 s 0,1 5
Offset Gap E60
(e) (e) mm 0,1 0
(e) (e) in 0,01 0
Oscillation speed Speed V60
(e) (e)
mm/
min
1 (e)
(e) (e) in/min 0,1 (e)
Speed Speed V61
(e) (e)
mm/
min
0,1 (e)
(e) (e) in/min 0,01 (e)
Oscillation width Amplitude A62
(e) (e) mm 1 (e)
(e) (e) in 0,01 (e)
Right edge delaying Right edge
delaying
T62 0.1 9.9 s 0,1 0,3
Left edge delaying Left edge de-
laying
T63 0.1 9.9 s 0,1 0,3
Ramp time Ramp time T64 0,0 99,9 s 1 0
(e) the parameter values (speed, amplitude, voltage, etc.) depend on the equipment.