Re-Cut thread at full depth
If the thread does not quite t after the cut, you can start a new pass and simply turn the
number of passes to 1, then another pass is made at maximum deptch, often this is enough to
remove the missing last hundredths and make the thread t. Some material is not suitable for
turning and has to be turned several times to full depth until it ts. This is where trial and error
helps.
LEFT THREADS
This is not a separate mode, but there are several ways to turn a left-hand thread:
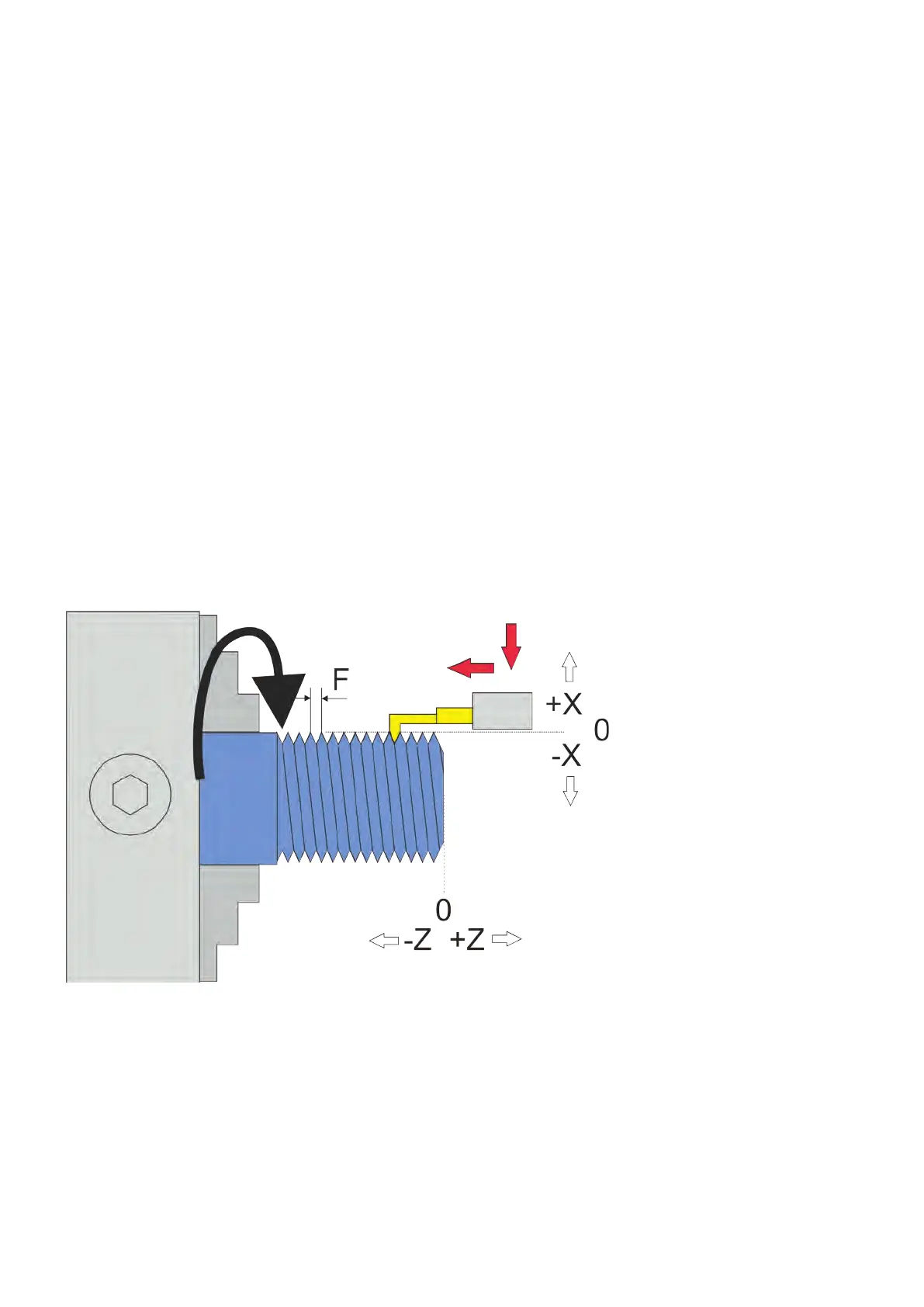
1. Turn the turning steel around and let the spindle turn clockwise. Then you can turn the
external left-hand thread in the external thread mode.
2. Use an internal thread turning tool and place the opposite end of the workpiece. Then
you use the internal thread mode(!) to turn an external left-hand thread when the spindle is
turning clockwise. In internal thread mode, the thread is fed to the operator, which in this case
produces an external thread. Somewhat tricky, but easy to do. The zero point in X must then of
course be set moving towards the operator, as is usual in internal modes.
75