EXTERNAL CONE
This cycle is used to cut external cones at any angle. The X and Z axes are moved simultane-
ously.
The cuttings of external cones is only possible with a drive on the X axis. The control compen-
sates the radius of the cutting edge of the tool. This goes so far that completely round indexa-
ble inserts can also be used. The radius must be entered correctly in the parameter menu. The
setting is „Tool Corner Radius“.
Due to the Tool Corner Radius compensation, the X axis travels slightly beyond -XP! Even in the
Z direction, a small excess of the ZP path can occur.
An important prerequisite for turning cones is a precisely measured backlash of the X-axis set
in the control system. This can be measured with a dial gauge and must then be entered in the
settings.
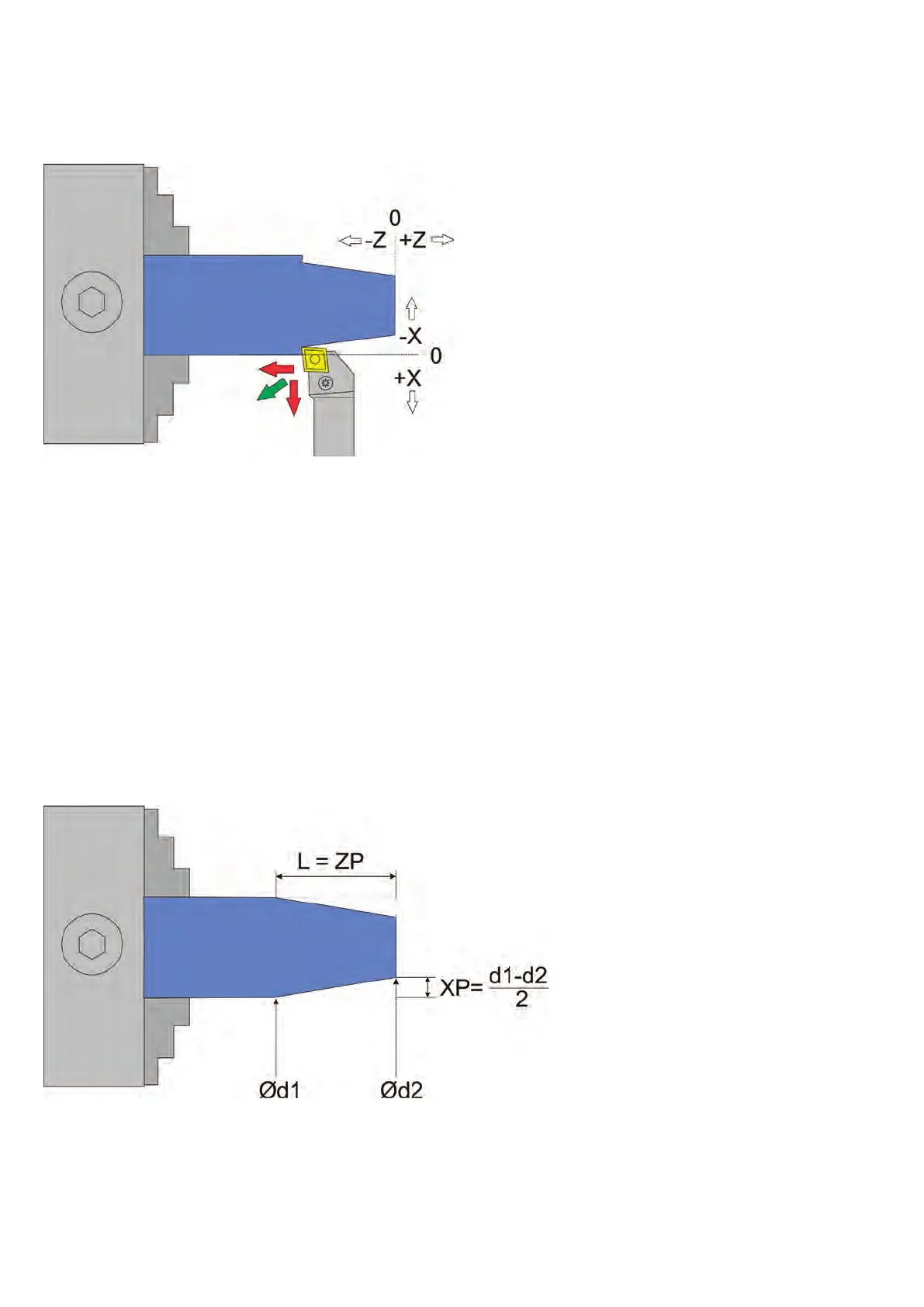
A cone is dened by 2 diameters D1, D2 and the length L:
The controller expects two specications:
ZP – This corresponds to the length of the cone.
XP – The distance in X by which the cone tapers, i.e. (d1-d2)/2
78