2
Subprograms, Macros 12.98
2.6 Modal sub
ro
ram
MCALL
2
840D
NCU 571
840D
NCU 572
NCU 573
FM-NC 810D 840Di
Siemens AG 2000. All rights reserved
2-104
SINUMERIK 840D/840Di/810D/FM-NC Programming Guide Advanced (PGA)
−
04.00 Edition
2.6 Modal subprogram, MCALL
Modal subprogram call, MCALL
With this function the subprogram is automatically
called and executed after every block with path
motion.
In this way you can automate the calling of
subprograms that are to be executed at different
positions on the workpiece. For example, for drilling
patterns.
Examples:
N10 G0 X0 Y0
N20 MCALL L70
N30 X10 Y10
N40 X50 Y50
In blocks N30 to N40, the program position is
approached and subprogram L70 is executed.
N10 G0 X0 Y0
N20 MCALL L70
N30 L80
In this example, the following NC blocks with
programmed path axes are stored in subprogram
L80. L70 is called by L80.
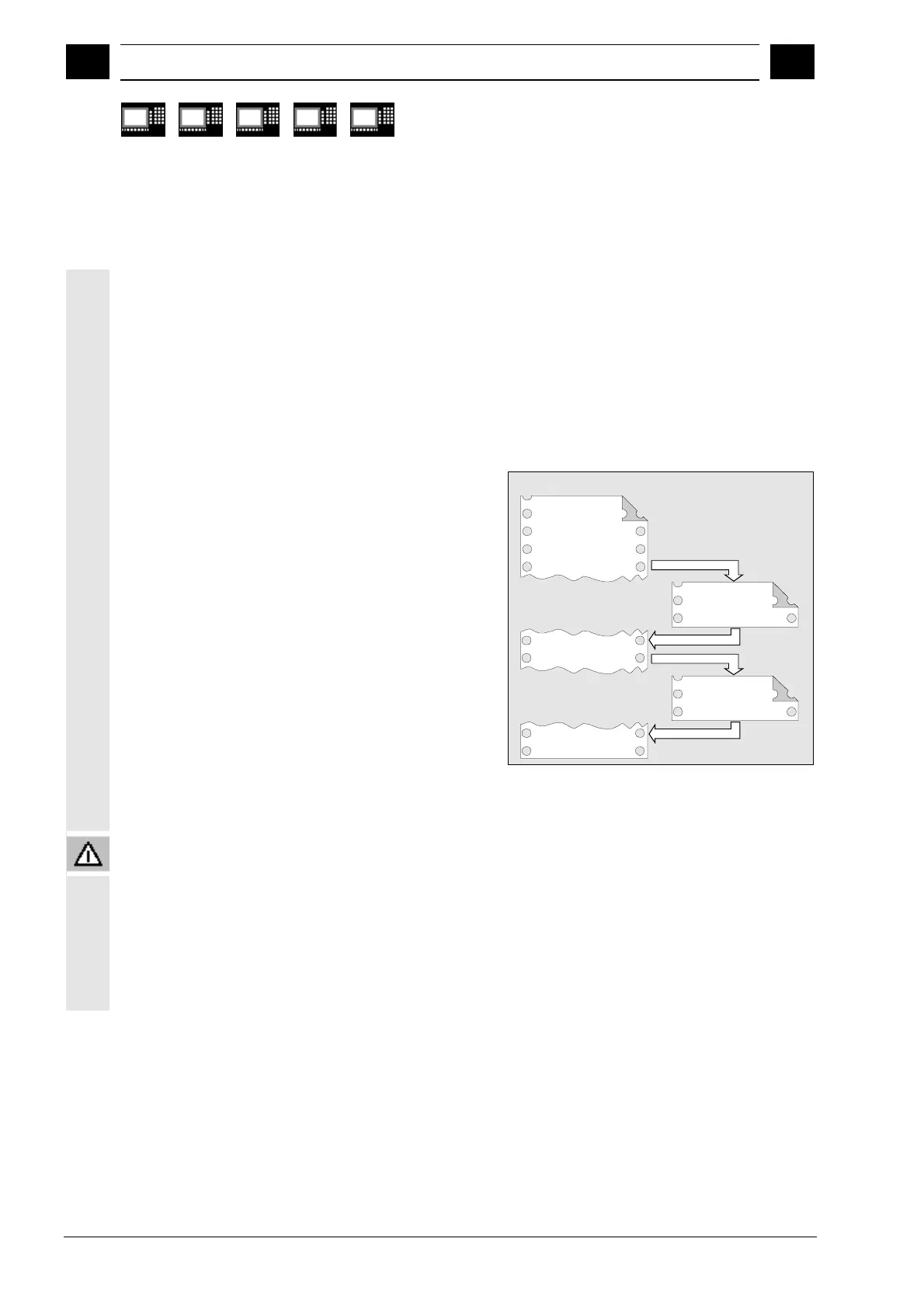
Main program
N10 G0 X0 Y0
N20 MCALL L70
N30 X10 Y10
N40 X50 Y50
Subprogram L70
In a program run, only one MCALL call can apply at
any one time. Parameters are only passed once with
an MCALL.
Deactivating the modal subprogram call
With MCALL without a subprogram call or by
programming a new modal subprogram call for a
new subprogram.

 Loading...
Loading...


























