10
Motion-Synchronous Action 08.97
10.4 Actions within s
nchronized actions
10
840D
NCU 572
NCU 573
840Di
Siemens AG 2000. All rights reserved
10-368
SINUMERIK 840D/840Di/810D/FM-NC Programming Guide Advanced (PGA) – 04.00 Edition
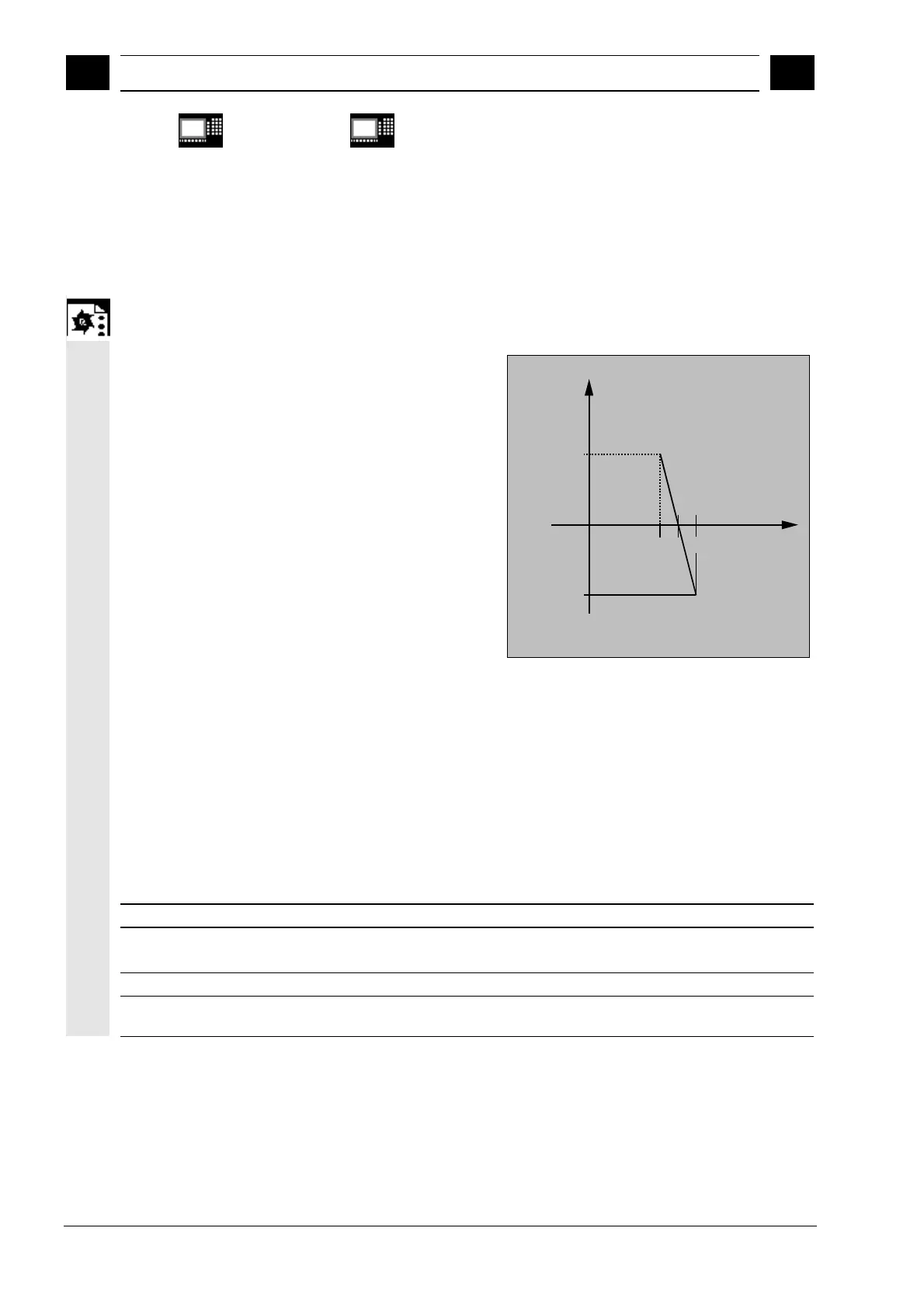
10.4.10 Adaptive control (additive)
Programming example
Additive influence on the programmed feedrate
A programmed feedrate is to be controlled by adding
using the current of the X axis (infeed axis):
The feedrate should only vary by +/– 100 mm/min
and the current fluctuates by +/– 1A around the
working point of 5A.
Upper limit
Lower limit
45
100
-100
Ι
[ ]
A
F
[ ]
mm/min
6
1. Polynomial definition
Determination of the coefficients
y = f(x) = a
0
+ a
1
x + a
2
x
2
+ a
3
x
3
a
1
= –100mm/1 min A
a
0
= –(–100)*5 =500
a
2
= a
3
= 0 (not quadratic or cubic element)
Upper limit = 100
Lower limit = –100
Therefore:
FCTDEF(1,-100,100,500,-100,0,0)
2. Activate AC control
ID=1 DO SYNFCT(1,$AC_VC,$AA_LOAD[x])
;Read the current axis load (% of the max. drive current ) via $AA_LOAD[x],
calculate the path feedrate override with the polynomial defined above.

 Loading...
Loading...


























