5
Special Motion Commands 04.00
5.5 Settable
ath reference
SPATH
UPATH
SW 4.3 and hi
her
5
840D
NCU 571
840D
NCU 572
NCU 573
810D
840Di
Siemens AG 2000. All rights reserved
5-172
SINUMERIK 840D/840Di/810D/FM-NC Programming Guide Advanced (PGA)
−
04.00 Edition
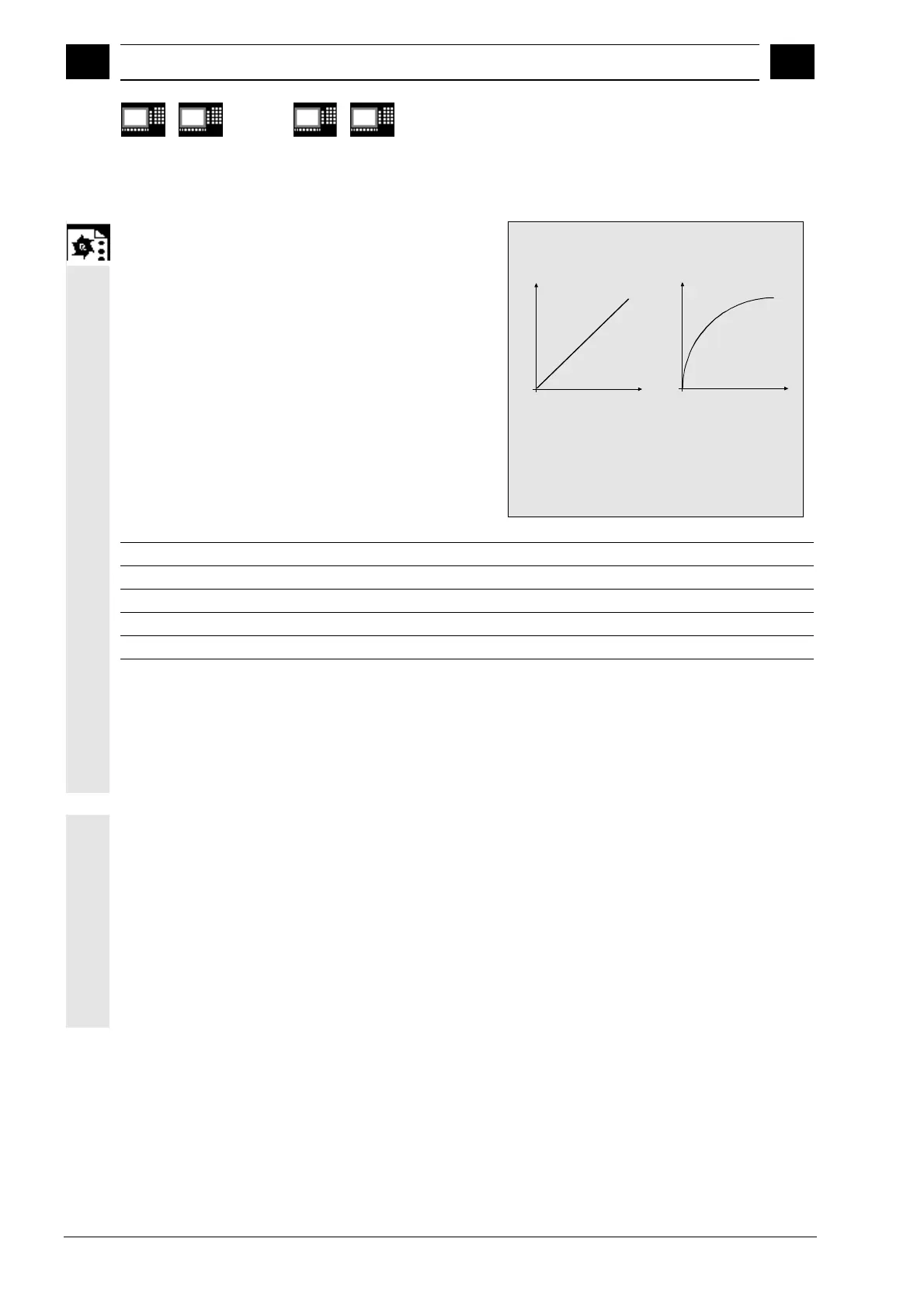
Programming example
The following program example shows the difference
between both types of motion control. Both times the
default setting FGROUP(X,Y,Z) is active.
X
10
A
10
SPATH:
A(X)=X
X
10
A
10
UPATH:
A(X)=SQRT(X)
Different geometry relationships between
axes with SPATH and UPATH
N10 G1 X0 A0 F1000 SPATH
N20 POLY PO[X]=(10, 10) A10
or
N10 G1 X0 F1000 UPATH
N20 POLY PO[X]=(10, 10) A10
In block N20, path S of the FGROUP axes is
dependent on the square of curve parameter U.
Therefore, different positions arise for synchronized
axis A along the path of X, according to whether
SPATH or UPATH is active:
Control response at Power ON, mode change,
Reset, block search, REPOS
After Reset the G code defined via MD 20150:
GCODE_RESET_VALUES [44]
is active (45th G code group).
The basic setting value for the type of rounding is set
in MD 20150: GCODE_RESET_VALUES [9] (10th G
code group).

 Loading...
Loading...


























