7
08.97 Transformations
7.1 Three
four and five-axes transformation: TRAORI
7
840D
NCU 572
NCU 573
840Di
Siemens AG 2000. All rights reserved
SINUMERIK 840D/840Di/810D/FM-NC Programming Guide Advanced (PGA)
−
04.00 Edition
7-225
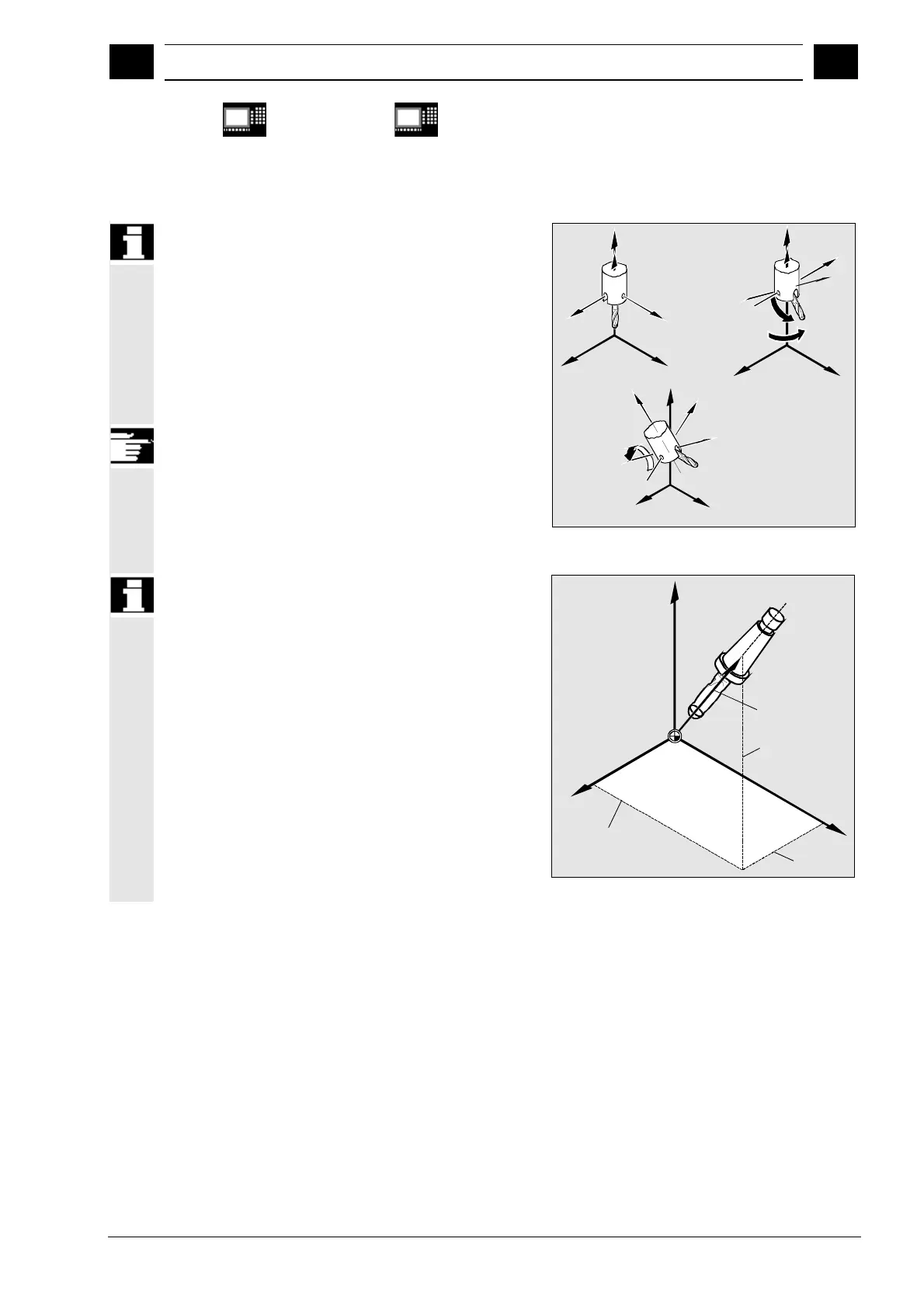
Programming in RPY angles
The values programmed for the orientation with A2,
B2, C2 are interpreted as RPY angles (in degrees).
The orientation vector is produced by rotating a
vector in the Z direction first with C2 around the Z
axis, then with B2 around the new Y axis and finally
with A2 around the new X axis.
In contrast to Euler angle programming, all three
values determine the orientation vector.
X
X
X
Y
Y
Y
Z
X
B2
C2
Y
Z
Z
Z
X
Y
Z
A2
Y
Z
X
With C2 = 90°
rotating around
the Z axis
with B2 = +45°
rotating around
rotating Y axis
With A2 = 30°
rotatin
around
the rotatin
X axis
Basic setting
Programming the direction vector
The components of the direction vector are
programmed with A3, B3, C3. The vector points in
the direction of the tool fixture the length of the
vector is irrelevant.
Unprogrammed vector components are set to zero.
Z
C3 =...
Y
X
A3 =...
B3 =...
Direction vector

 Loading...
Loading...


























