13
Additional Functions 12.98
13.3 S
nchronized s
indle
13
840D
NCU 571
840D
NCU 572
NCU 573
840Di
Siemens AG 2000. All rights reserved
13-432
SINUMERIK 840D/840Di/810D/FM-NC Programming Guide Advanced (PGA) – 04.00 Edition
Function
In synchronized mode, there is a leading spindle
(LS) and a following spindle (FS). They are referred
to as the
synchronized spindle pair
.
The following
spindle follows the movements of the leading spindle
when the coupling is active (synchronized mode) in
accordance with the functional relationship specified
in the parameters.
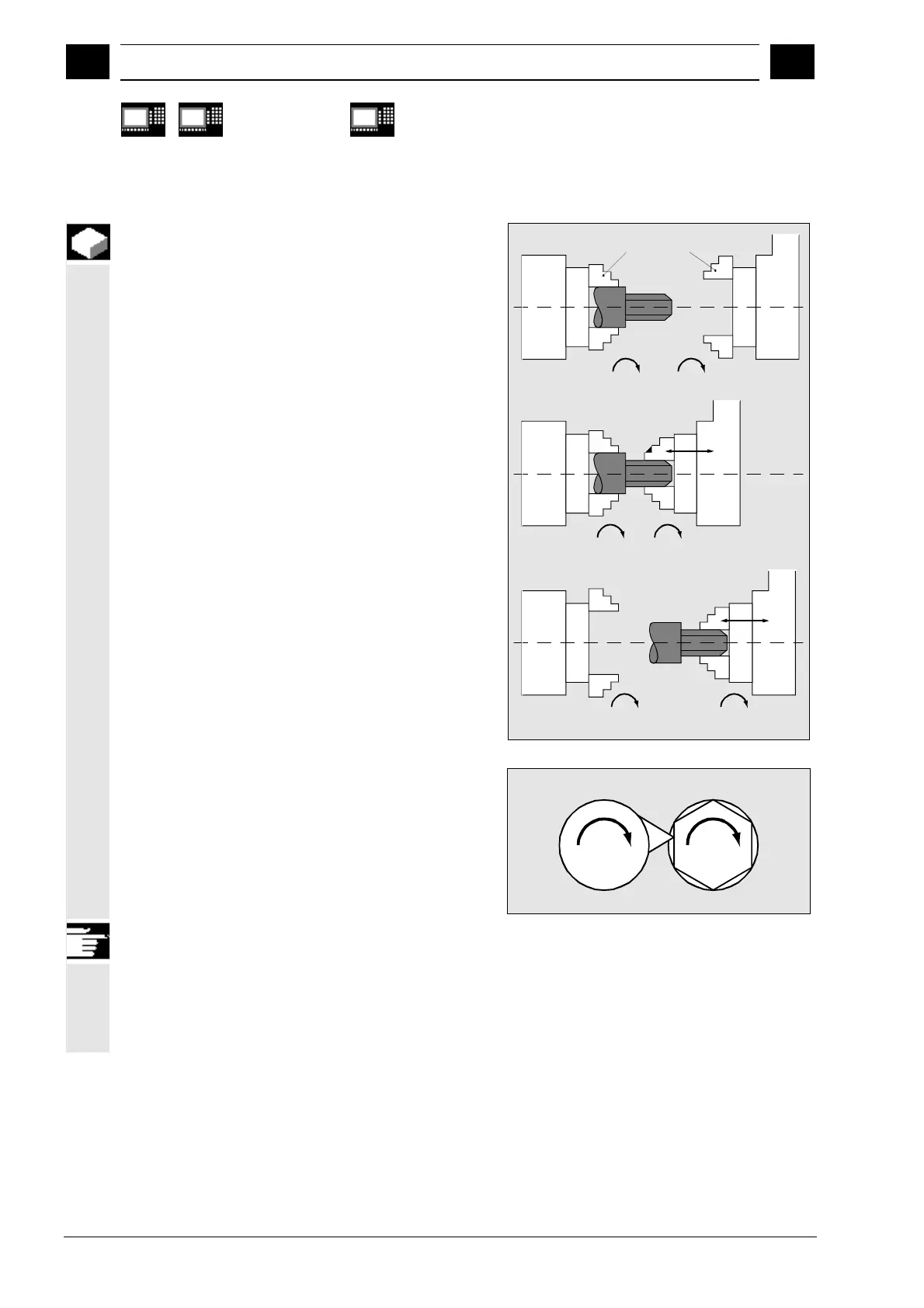
This function enables turning machines to perform
workpiece transfer from spindle 1 to spindle 2 on-
the-fly, e.g. for final machining. This avoids
downtime caused, for example, by rechucking.
The transfer of the workpiece can be performed
with:
•
Speed synchronism (n
FS
= n
LS
)
•
Position synchronism (
ϕ
FS
=
ϕ
LS
)
•
Position synchronism with angular offset
(
ϕ
FS
=
ϕ
LS
+
∆ϕ
)
n2
n2
n1
n1
n2n1
Chuck
Spindle 1
Spindle 2
Spindle 1
Spindle 2
Spindle 1 Spindle 2
A speed ratio k
Ü
can also be specified between the
main spindle and a "tool spindle" for multi-edge
machining (polygon turning).
n1n2
The synchronized spindle pair can be defined
permanently for each machine with channel-specific
machine data or defined by the user in the CNC part
program.
Up to two synchronized spindle pairs can be
operated simultaneously on each NC channel.

 Loading...
Loading...


























