2-9
Description of stud welder
R
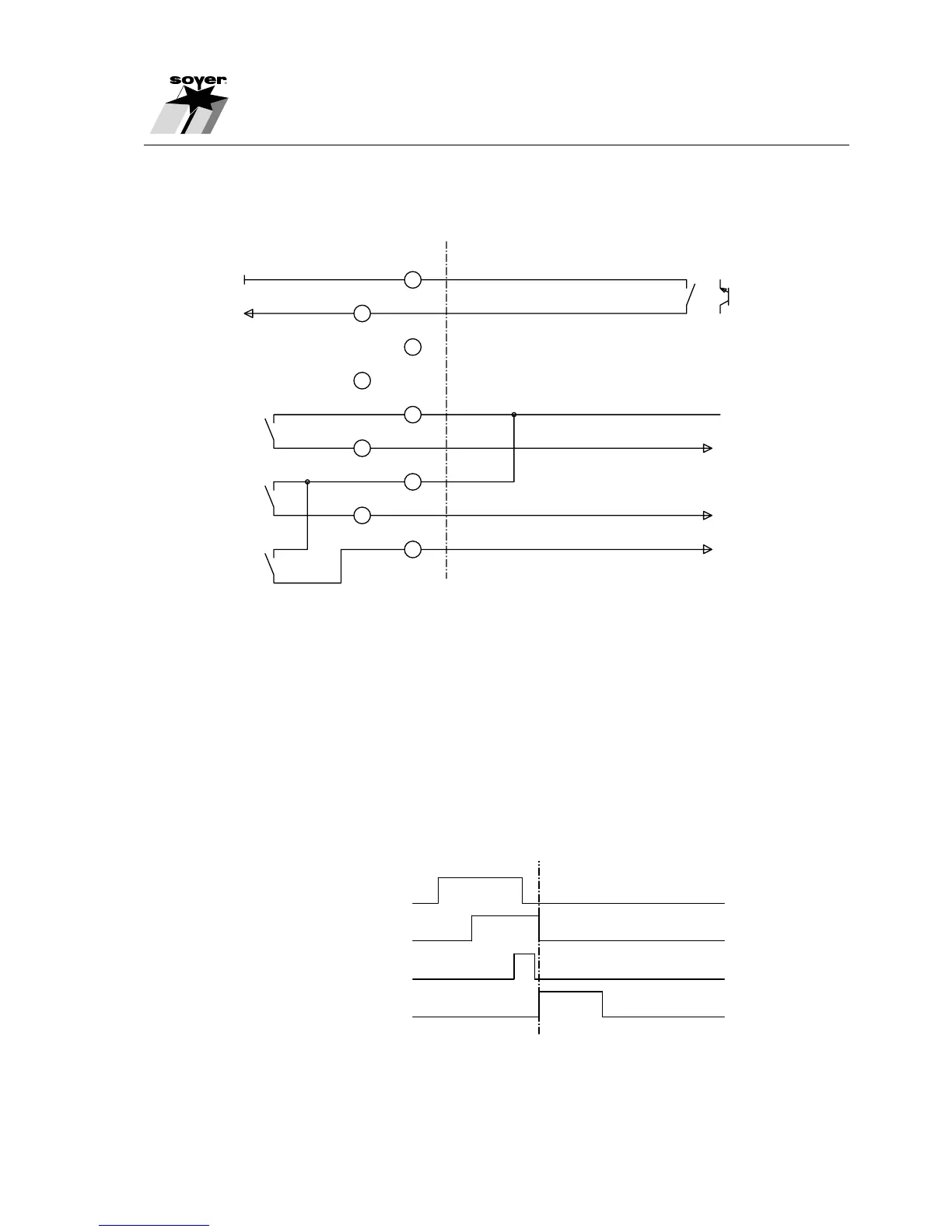
2.6 Interface
SZ.0068.E
Reload
Reloading
Operational sequence:
Ready
SOW
Start
Reloading is triggered when the head is removed from the stud. It is recommended to set a waiting
period of about 500 ms after the stud has been positioned on the workpiece (SOW) and after the
welding has been completed. This ensures a stabilization of the welding head is achieved prior to
the welding and that the welded area can settle down after the welding.
Customer control
1
2
3
4
5
6
7
8
9
Start
Start
SOW
Release
9 pole D-Sub socket terminal strip
Terminology:
Start:
SOW:
Ready:
Reload:
Contact releases the welding process
Stud on workpiece
Is only required when stud welder is operated via a superior control.
Contact is made when stud touches the workpiece (e.g. head in fore position).
Contact is made after the set charging voltage has been reached.
Contact remains closed during the reload time of the stud
(after removal of the head from the welded stud).
BMS Stud welder
CNC interface
+U external
SOW
Ready
Charge ready
Reload time
With a store programmable control which has
a transistor output please observe the polarity!
Contact load: max. 24V, 200mA
 Loading...
Loading...









