5-25
R
Initiation
5.5 Welding parameters
IMPORTANT
☞ The set welding parameters influence the reproducibility and
quality of the welding results to a large extent. The parameters
depend on the size of the studs and the material properties. The
values indicated in the table are standard values which are
exclusively valid for studs supplied by SOYER. They may vary
depending on the type of workpiece, the workpiece thickness, the
surface condition and on environmental conditions (e.g. low
outdoor temperatures). The settings of the welding pistol or
welding head also influence the welding parameters (if e.g. the lift
is increased, normally the charging voltage has to be increased
too).
Random samples should be taken during any production process to ensure
constantly good welding results (see DVS Guideline, Part 1, "Quality assurance
of stud welding joints").
The welding parameters were determined with the stud welder BMS-10N and
the stud welding pistol PS-3 using a lift adjustment of about 2.5 mm. A steel
plate with a thickness of 2 mm served as base metal for welding copper-plated
capacitor studs made of ST 37-3, as per DIN 32501.
The values for the charging voltage are possibly somewhat lower when using
the amplified stud welder BMS-10NV.
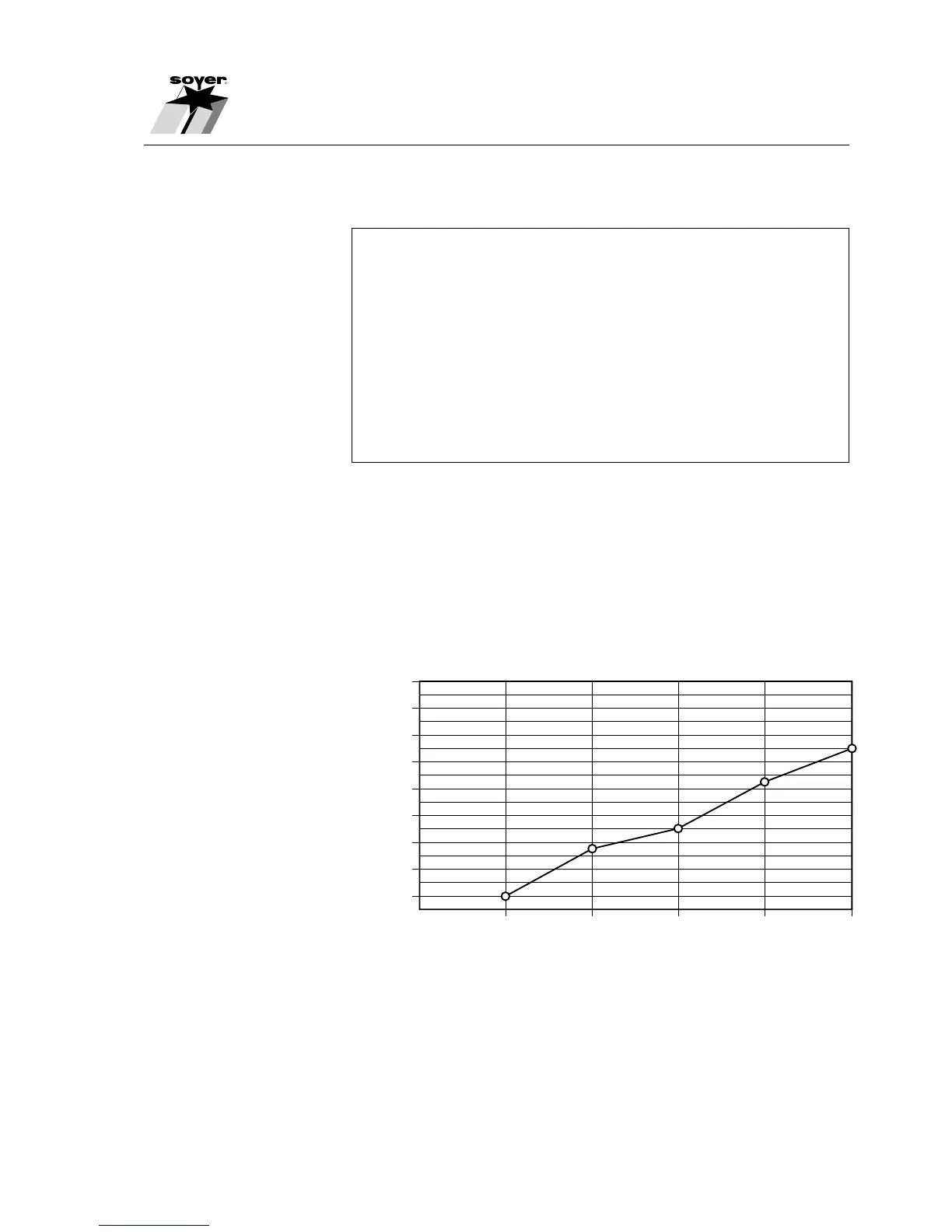
The charging voltages shown
in the diagram on the right are
standard values. They vary
from the stated setting
depending on the material
type, workpiece thickness
and surface condition of the
workpiece.
M3 M4 M5 M6 M8
60
80
100
120
140
160
180
200
220
Stud diameter
Charging voltage (V)
SZ.0048.E