IS-300A
4. How to Operate Screens
4-7
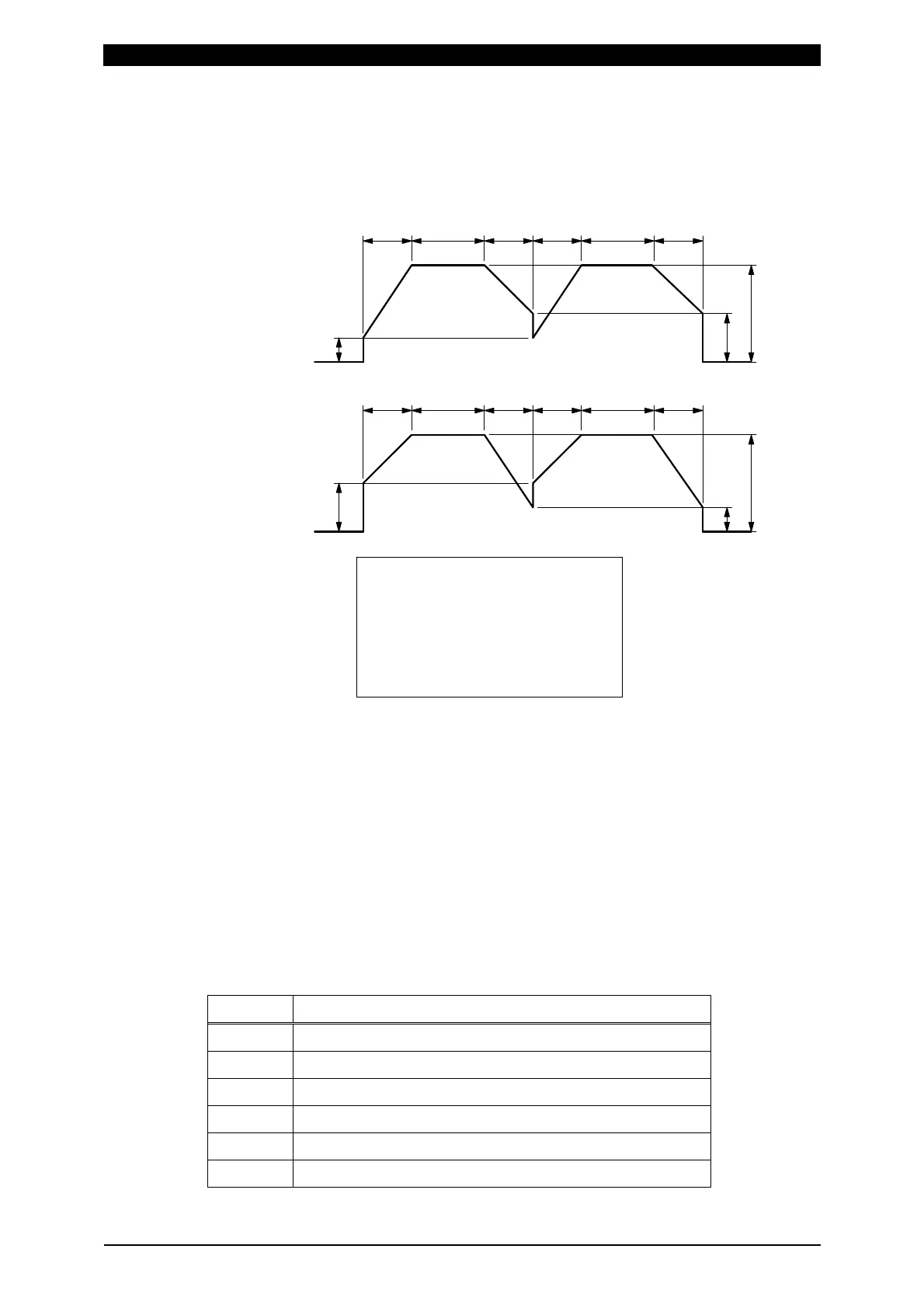
When the upslope time and the downslope times are set in the
pulsation welding.
The upslope time and the downslope time are set, and the UF HEAT
setting of D and the DL HEAT setting of F are different.
A B BC CA
B BC AA C
DD
E E
FF
(d) WELD ON/OFF
One of the settings required to turn on the READY lamp of the Power Supply.
ON: WELD ON OFF: WELD OFF
(Note) Even if this switch is ON, the Power Supply cannot supply welding current
if the WELD ON/OFF key on the front panel or external WELD ON/OFF
signal is OFF. In order for the Power Supply to supply welding current,
this switch, the WELD ON/OFF key, and the external WELD ON/OFF
signal must all be ON.
(e) CTRL
Select one from the following six welding current control methods for WE1, WE2
and WE3, respectively. Press +ON/-OFF key to switch the setting. The initial
setting is the secondary constant-current effective value control (SCD).
Display Control method
PRI
Primary constant-current effective value control
SCD
Secondary constant-current effective value control
PWR
Secondary constant-power effective value control
PLM
Primary constant-current peak value control
VLT
Secondary constant-voltage effective value control
FPL
Constant-phase control
A: UP1 to 3 time
B: WELD1 to 3 time
C: DOWN1 to 3 time
D: UF1 to 3 HEAT
E: HEAT1 to 3
F: DL1 to 3 HEAT
 Loading...
Loading...



