IS-300A
4. How to Operate Screens
4-24
(Note) When DELAY START SET is 1 ms or 2 ms
The schedule number when the 2ND STAGE signal is received is
selected. Therefore, in Fig. (A) above, the schedule number is not
selected and the schedule signal input error occurs. When DELAY
START SET is 1 ms or 2 ms, input the schedule signal in advance before
the 2ND STAGE signal is received.
(b) START SIGNAL MODE
Set the input method of the start signal to activate the Power Supply.
The input method can be selected from 1) to 7) below.
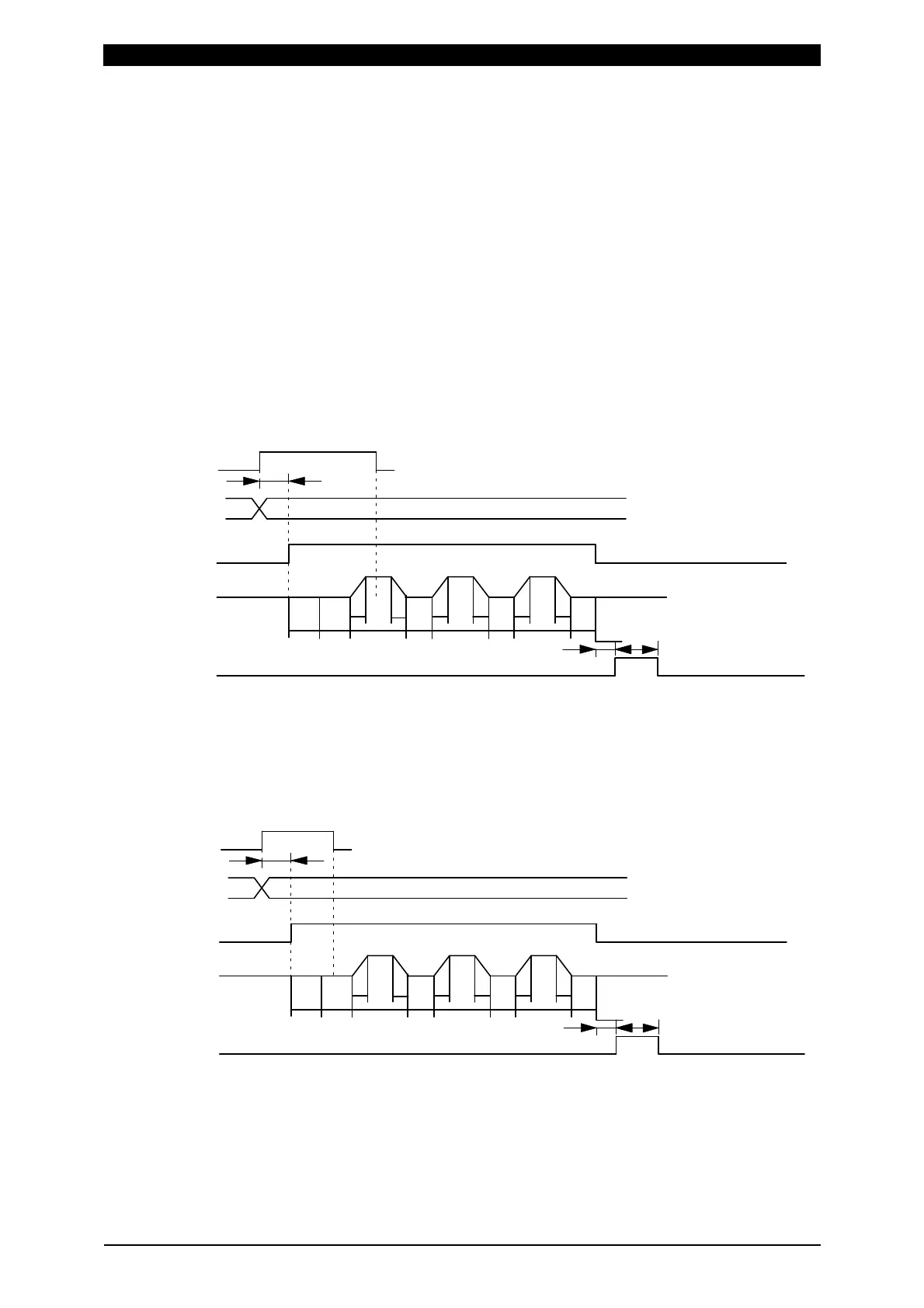
1) LATCHED
The welding sequence halts if the 2ND STAGE signal stops during
squeeze time (SQZ).
The welding sequence proceeds to completion when the 2ND STAGE
signal stops during Weld 1 time (WE1) or later.
A
B
C
SQD SQZ
UU
D
D
WE1 WE2
U
D
HOCO1
CO2
WE3
2) PULSED
When the 2ND STAGE signal is input for more than the time set through
DELAY START SET and then stops, the welding sequence will proceed to
completion.
A
B
C
SQD SQZ
UU
D
D
WE1 WE2
U
D
HOCO1
CO2
WE3
2ND STAGE
Schedule selection
(1,2,4,8,16,32,64,128,P)
Valve output (SOL1/SOL2)
Welding sequence
END signal output
A: DELAY START SET
B: Monitored value judgment
C: END signal output time
2ND STAGE
Schedule selection
(1,2,4,8,16,32,64,128,P)
Valve output (SOL1/SOL2)
Welding sequence
END signal output
A: DELAY START SET
B: Monitored value judgment
C: END signal output time