IS-300A
4. How to Operate Screens
4-25
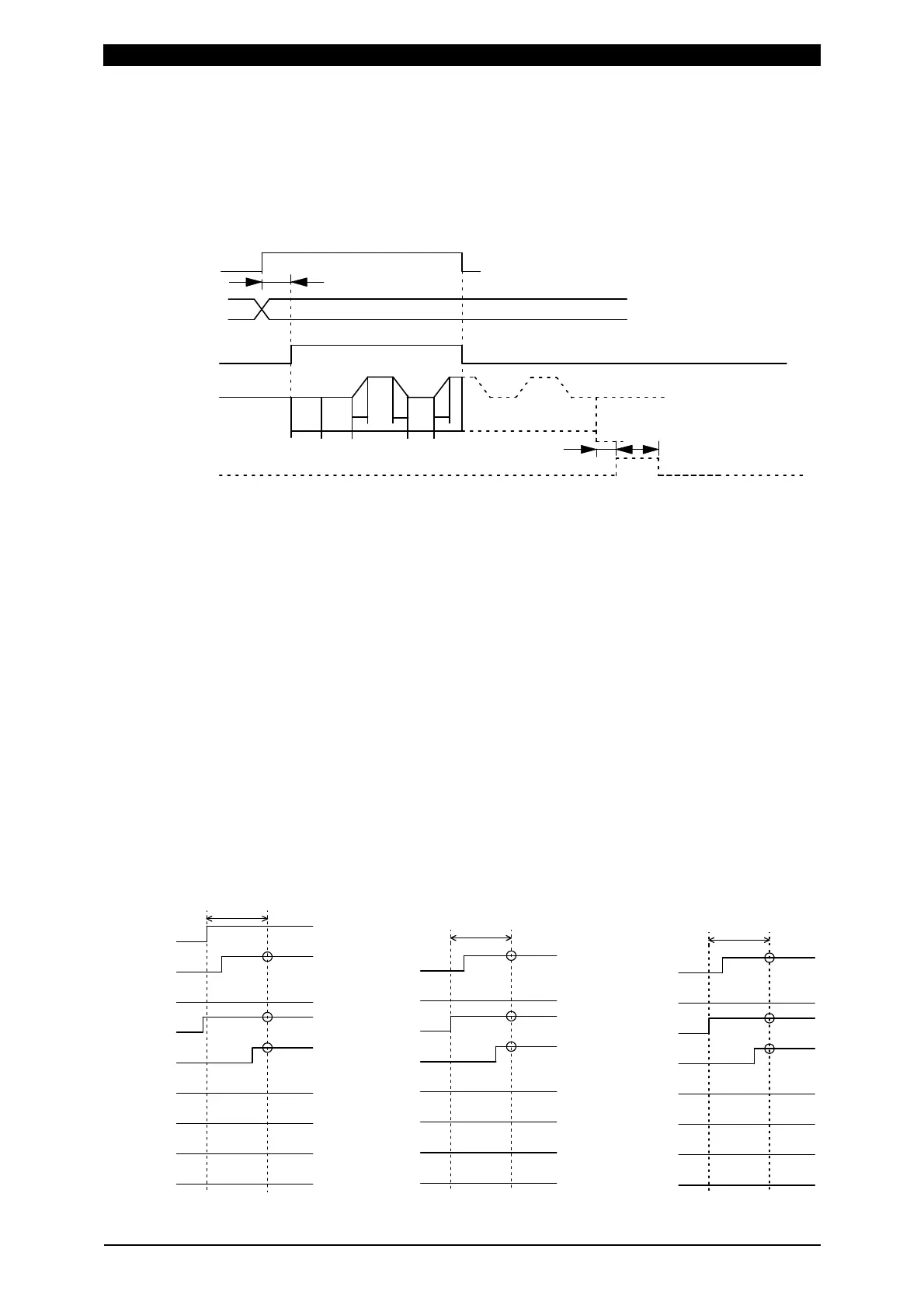
3) MAINTAINED
If the 2ND STAGE signal stops halfway through the welding sequence (from
the beginning of initial squeeze delay time through the end of hold time), the
welding sequence will halt at that point.
Note that the END signal depends on the END SIGNAL MODE setting.
A
B
C
SQD SQZ
UUD
WE1 CO1
(Note) When OFF/Off time is set, MAINTAINED does not work. It works as
LATCHED.
In 4) to 7) below, schedule signals double as start signals. IS-120B has this
function, and it can be used when replaced with IS-300A. The signal after the
time of DELAY START SET from the first input schedule signal is determined.
When VALVE MODE is set to 2 VALVE and the Power Supply starts with 4) to
7), E-10 (Schedule setting error) will occur.
4) LATCHED(B) For B: Binary start. The welding sequence halts if all
schedule signals are turned off by the end of SQZ.
5) PULSED(B) For B: Binary start. The welding sequence continues even if
all schedule signals are turned off by the end of SQZ.
6) LATCHED(8) For C: 8 single signal start. The welding sequence halts if all
schedule signals are turned off by the end of SQZ.
7) PULSED(8) For C: 8 single signal start. The welding sequence continues
even if all schedule signals are turned off by the end of SQZ.
OFFOFF
ON
OFF
OFF
OFF
OFF
OFF
OFF
OFF
OFF
OFF
OFF
OFF
OFFOFF
ON
OFF
OFF
OFF
OFF
OFF
OFF
OFF
OFF
OFF
OFF
OFF
OFF
OFF
OFF
OFF
OFF
OFF
OFF
OFF
OFF
OFF
ON
ON
OFF
ON
OFF
OFF
OFF
ON
ON
ON
ON
ON
SCH128
2ND STAGE
SCH1
SCH2
SCH4
SCH8
SCH16
SCH32
SCH64
SCH128
SCH1
SCH2
SCH4
SCH8
SCH16
SCH32
SCH64
SCH128
SCH1
SCH2
SCH4
SCH8
SCH16
SCH32
SCH64
A: Normal start B: Binary start
DELAY START SET
DELAY START SET
DELAY START SET
C: 8 single signal start
2ND STAGE
Schedule selection
(1,2,4,8,16,32,64,128,P)
Valve output (SOL1/SOL2)
Welding sequence
END signal output
B: Monitored value judgment
C: END signal output time
A: DELAY START SET
(depends on the END SIGNAL MODE setting
if the welding sequence is halted)