DIAPER FEEDER Device
MATRIX CUBE - 85 -
P2 Programming Level
LFA m/min
Î
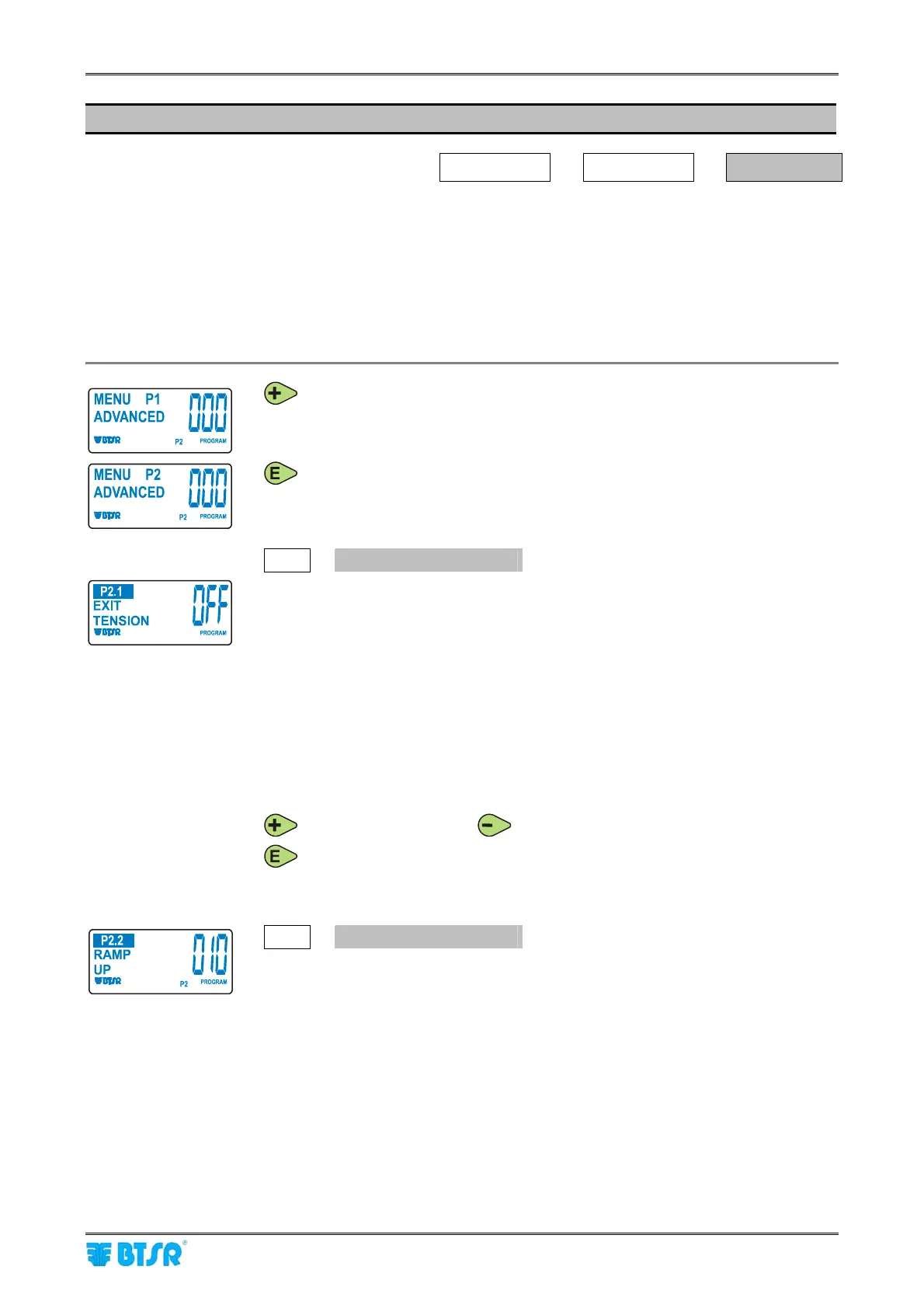
ADVANCED
Î
MENU P2
The P2 programming level allows you to setup 4 parameters:
1) Device tension with machine stationary;
2) Control of change-over speed from a given working tension to a higher
tension (
RAMP UP);
3) Control of change-over speed from a given working tension to a lower
tension (
RAMP DOWN);
4) System reactivity constant.
to select the P2 level.
to continue with programming of P2 menu parameters.
P2.1
EXIT TENSION
Tension value of device when the machine is stationary or out of yarn working
zone. By setting a value higher or lower than the value set with MAIN TENSION
parameter of P1 menu, you can control the deceleration stage of DIAPER
FEEDER device.
This function may be either enabled (with values ranging from 0.2 to 100.0 grams)
or disabled (OFF). To disable the function press and hold down for 3 seconds the
Enter button.
The OFF indication means that the function has been disabled. In this case the
EXIT TENSION
parameter will assume the same value set on MAIN TENSION parameter
within the P1 programming level.
To re-enable this function press and hold down for 3 seconds the Enter button. The
OFF indication will disappear and it will be replaced by a modifiable numeric value.
Choose the desired value using:
(to increase the value) or (to decrease the value).
to confirm.
P2.2
RAMP UP
This parameter allows you to control the change-over speed from a given working
tension to a higher tension, in such a way as to avoid undesired yarn breakages.
[Allowed values 1 ÷ 250]
The
RAMP UP (t) is calculated using a reference table that determines an increase of
the ramp time depending on the programmed value: [1 = very fast ramp time (1ms)
... 250 = very slow ramp time (250 msec)]. See the following examples where:
N = value programmed with parameter P2.2 (Ramp Up)
T1 = final tension value (high)
T2 = initial tension value (low)