57
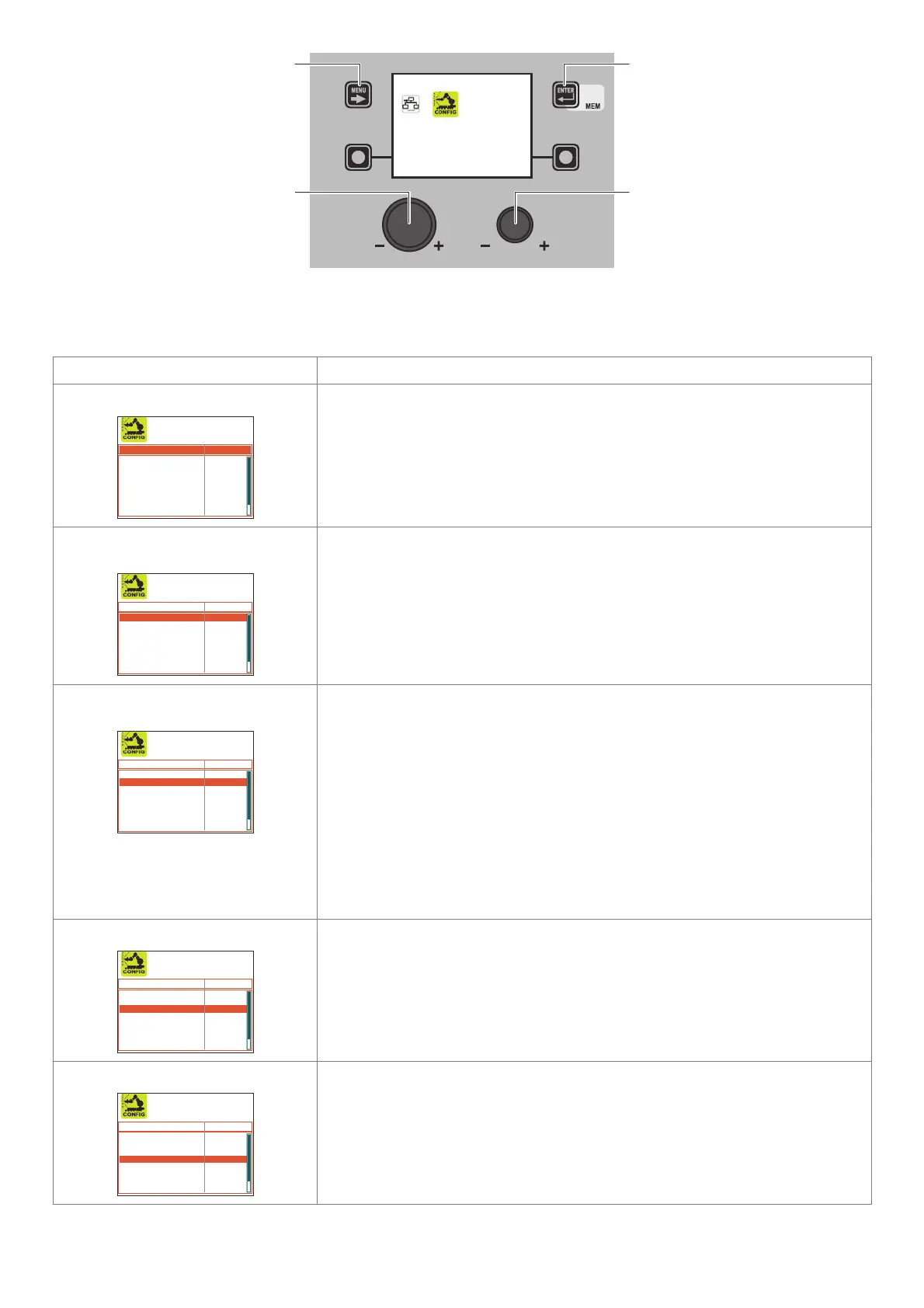
MENU KEY ENTER/MEM KEY
ENCODER KNOB - SX ENCODER KNOB - DX
EQ. LAYOUT
When in the CONFIG menu, rotate the ENCODER KNOB - SX to select activation of robot configuration.
NOTE: If robot configuration is activated when no robot interface is connected, an error message will be displayed and it will not
be possible to weld.
Advanced function Description
ROBOT WELDING
WATER COOLER OPTIONAL
ROBOT CONN. MODE RI-A 1
ROBOT REG. MODE ABS. WIRE SP.
TENSIONE DA ROBOT ENABLED
IND. ELETTR. DA ROBOT DISABLED
ROBOT BURN BACK DISABLED
ROBOT DYNAMICS DISABLED
ROBOT PULSE FREQ. DISABLED
GAS FLUX CONTROL DISABLED
DISABLED - Means that manual welding is used.
ENABLED - Means that welding is enabled with the robot interface board. Once this
function has been selected, the welding plant will require the robot interface board to be
connected correctly. If this is not the case, an error message will be displayed and it will
not be possible to weld.
ROBOT CONN. MODE (ROBOT
CONNECTION MODE)
WATER COOLER OPTIONAL
ROBOT CONN. MODE RI-A 1
ROBOT REG. MODE ABS. WIRE SP.
TENSIONE DA ROBOT ENABLED
IND. ELETTR. DA ROBOT DISABLED
ROBOT BURN BACK DISABLED
ROBOT DYNAMICS DISABLED
ROBOT PULSE FREQ. DISABLED
GAS FLUX CONTROL DISABLED
RI-A 1 - Means that the presence of an interface board for analogue / digital type robots
is detected
RI-D 2 - Means that the presence of an interface board for Device net type robots is
detected
------- - Means that no type of robot board is detected
ROBOT REG. MODE (ROBOT
REGULATION MODE)
WATER COOLER OPTIONAL
ROBOT CONN. MODE RI-A 1
ROBOT REG. MODE ABS. WIRE SP.
TENSIONE DA ROBOT ENABLED
IND. ELETTR. DA ROBOT DISABLED
ROBOT BURN BACK DISABLED
ROBOT DYNAMICS DISABLED
ROBOT PULSE FREQ. DISABLED
GAS FLUX CONTROL DISABLED
ASS. CURRENT - In this mode, a MINIMUM ROBOT ANALOGUE V - MAXIMUM
ROBOT ANALOGUE V (*) input corresponds to a current supplied of 0-500A.
REL. CURRENT - In this mode, a MINIMUM ROBOT
ANALOGUE V - MAXIMUM ROBOT ANALOGUE V (*) input corresponds to extreme
currents on the welding curve used.
ASS. WIRE SPEED - In this mode, a MINIMUM ROBOT ANALOGUE V - MAXIMUM
ROBOT ANALOGUE V (*) input corresponds to a wire speed of 0-25 m/min.
REL. WIRE SPEED - In this mode, a MINIMUM ROBOT ANALOGUE V - MAXIMUM
ROBOT ANALOGUE V (*) input corresponds to extreme wire speeds on the welding
curve used.
(*) These values can be set as described below.
ROBOT VOLTAGE
WATER COOLER OPTIONAL
ROBOT CONN. MODE RI-A 1
ROBOT REG. MODE ABS. WIRE SP.
ROBOT VOLTAGE ENABLED
ROBOT ELECTRONIC INDUCTANCE DISABLED
ROBOT BURN BACK DISABLED
ROBOT DYNAMICS DISABLED
ROBOT PULSE FREQ. DISABLED
GAS FLUX CONTROL DISABLED
NOT ACTIVE - In this mode, regulation of the ARC LENGTH is active, via the welding
machine’s panel.
ACTIVE - In this mode, regulation of the ARC LENGTH is active, via the robot interface
board.
ROBOT ELECTRONIC INDUCTANCE
WATER COOLER OPTIONAL
ROBOT CONN. MODE RI-A 1
ROBOT REG. MODE ABS. WIRE SP.
ROBOT VOLTAGE ENABLED
ROBOT ELECTRONIC INDUCTANCE DISABLED
ROBOT BURN BACK DISABLED
ROBOT DYNAMICS DISABLED
ROBOT PULSE FREQ. DISABLED
GAS FLUX CONTROL DISABLED
NOT ACTIVE - In this mode, regulation of the ELECTRONIC INDUCTANCE is active, via
the welding machine’s panel.
ACTIVE - In this mode, regulation of the ELECTRONIC INDUCTANCE is active, via the
robot interface board.
(continua)