113/134
5�7 WIG DC
Dieses Schweißgerät eignet sich zum Schweißen von rostfreiem Stahl, Eisen und Kupfer mit dem WIG-Verfahren.
♦ Den Stecker des Massekabels an den Pluspol (C) des Schweißgeräts und die Klemme möglichst nahe
bei der Schweißstelle an das Werkstück anschließen; sicherstellen, dass ein guter elektrischer Kontakt
gegeben ist.
♦ Den Stecker des Schweißkabels des WIG-Brenners an den Minuspol (D) des Schweißgeräts anschließen.
♦ Den Steckverbinder der Steuerleitung des Schlauchpakets an die Steckvorrichtung F des Schweißgeräts
anschließen.
♦ Den Gasschlauch des Schlauchpakets an den Anschluss E des Schweißgeräts und den vom Druckmin-
dererderGasaschekommendenGasschlauchandenGasanschlussHanschließen.
♦ Das Gerät einschalten.
♦ Die Schweißparameter wie in Abschnitt 3.2 beschrieben einstellen.
♦ Keinesfalls spannungführende Teile und die Ausgangsklemmen berühren, wenn das Gerät gespeist ist.
♦ DerSchutzgasussmussaufeinenWert(Liter/Minute)
♦ eingestellt werden, der ungefähr dem Sechsfachen des Elektrodendurchmessers entspricht.
♦ Bei Verwendung von Gaslinsen kann der Gasdurchsatz auf ungefähr das Dreifache des Elektroden-
durchmessers gesenkt werden.
♦ Der Durchmesser der Keramikdüse muss dem Vier- bis Sechsfachen des Elektrodendurchmessers ent-
sprechen.
Normalerweise wird als Gas ARGON verwendet, da es preisgünstiger ist als andere Inertgase. Es können jedoch
auch Gemische mit ARGON als Grundgas und einem Anteil von maximal 2% WASSERSTOFF zum Schweißen von
rostfreiem Stahl bzw. HELIUM und Gemische aus ARGON und HELIUM zum Schweißen von Kupfer verwendet werden.
Diese Gemische erhöhen die Temperatur des Lichtbogens beim Schweißen, sind aber sehr viel teurer. Bei Verwendung
von HELIUM muss die Durchussmenge (Liter/Minute)
bis auf das Zehnfache des Elektrodendurchmessers erhöht werden (Beispiel: Durchmesser 1,6 x 10= 16 l/min Helium).
Augenschutzgläser
DIN 10 bis 75 A und DIN 11 von 75 A aufwärts verwenden.
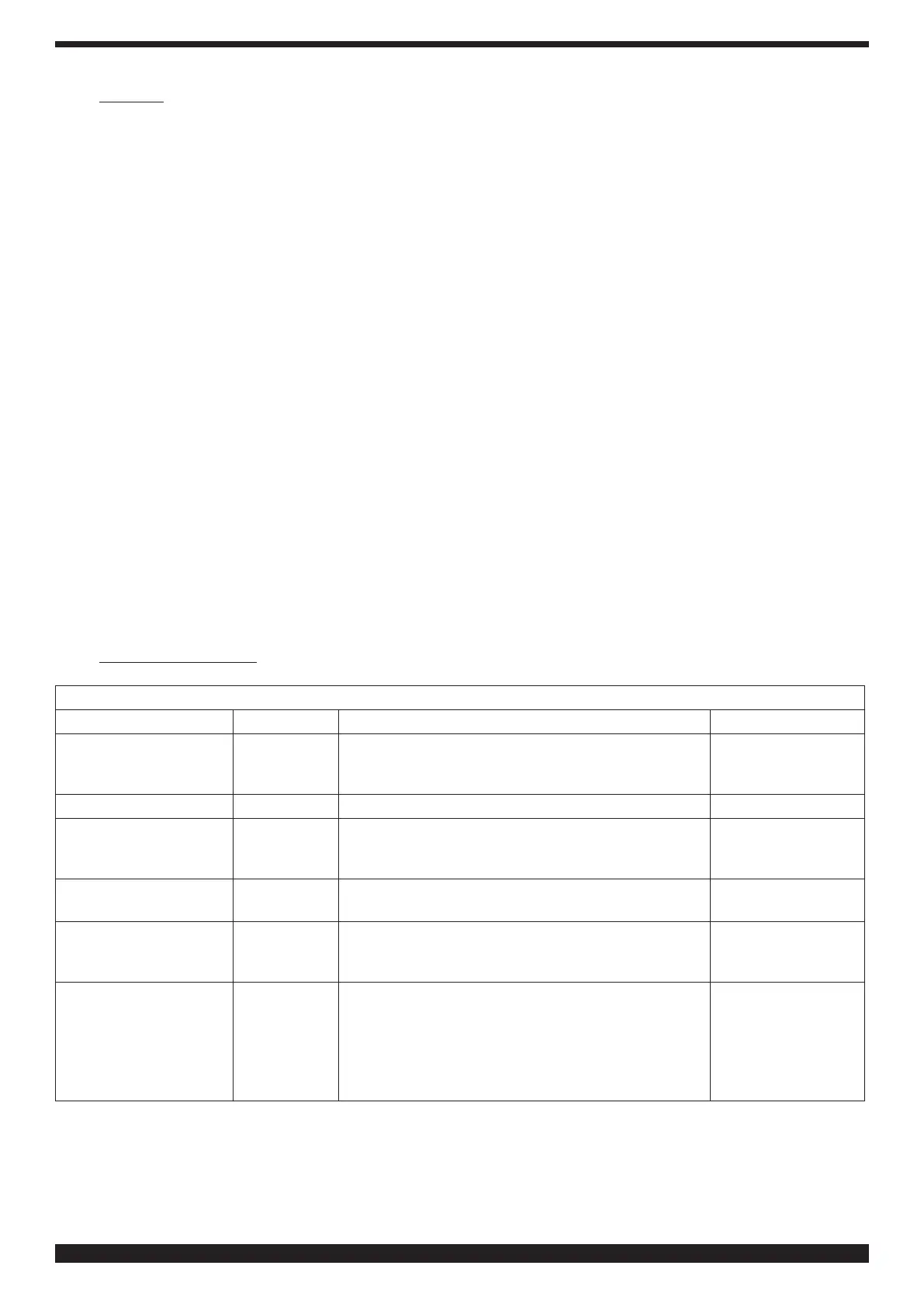
5�8 Wahl der Elektrode
Tabelle 6
Bezeichnung Farbe Beschreibung Prozess
W Grün REINES WOLFRAM Besonders geeignet
zum Schweißen von Leichtmetallen und
Leichtmetalllegierungen (Aluminium).
AC/DC
WT20 Rot WOFLRAM + 2% THORIUMOXID.
Optimale
Zündeigenschaften
DC
WT30 Violett WOLFRAM + 3% THORIUMOXID. Optimale
Zündeigenschaften, besser als WT20
DC
WC20 Grau WOLFRAM + 2% CEROXID. Optimale Standzeit,
doch schlechtere Zündeigenschaften als bei
thoriumoxidhaltigen Elektroden.
AC/DC
WL20 Dunkelblau WOLFRAM + 2% LANTHANOXID. Idealer
Ersatz (längere Standzeit) für thoriumoxidhaltige
Elektroden bei automatischen Anlagen zum
Gleichstromschweißen von rostfreiem Stahl. Geringe
Verformung der Elektrodenspitze, deren Geometrie
sich nicht verändert.
DC
 Loading...
Loading...










