25/45
5�7 TIG DC
Questa saldatrice è idonea a saldare con procedimento TIG l’acciaio inossidabile, il ferro e il rame.
♦ Collegare il connettore del cavo di massa al polo positivo (C) della saldatrice e il morsetto al pezzo nel
punto più vicino possibile alla saldatura assicurandosi che vi sia un buon contatto elettrico.
♦ Collegare il connettore di potenza della torcia TIG al polo negativo (D) della saldatrice.
♦ Collegare il connettore di comando della torcia al connettore F della saldatrice.
♦ Collegare il raccordo del tubo gas della torcia al raccordo E della macchina ed il tubo gas proveniente dal
riduttore di pressione della bombola al raccordo gas H.
♦ Accendere la macchina.
♦ Impostare i parametri di saldatura come descritto nel capitolo 3.2
♦ Non toccare parti sotto tensione e i morsetti di uscita quando l’apparecchio è alimentato.
♦ Ilussodigasinertedeveessereregolatoadunvalore
♦ (in litri al minuto) di circa 6 volte il diametro dell’elettrodo.
♦ Se si usano accessori tipo il gas-lens, la portata di gas può essere ridotta a circa 3 volte il diametro dell’e
lettrodo.
♦ Il diametro dell’ugello ceramico deve avere un diametro da 4 a 6 volte il diametro dell’elettrodo.
Normalmente il gas più usato è l’ARGON perché ha un costo minore rispetto agli altri gas inerti, ma possono es-sere
usate anche miscele di ARGON con un massimo del 2% IDROGENO per la saldatura dell’acciaio inossidabile e ELIO
o miscele di ARGON-ELIO per la saldatura del rame.
Queste miscele aumentano il calore dell’arco in saldatura ma sono molto più costose. Se si usa gas ELIO aumentare
litri al minuto no a 10 volte il diametro dell’elettrodo (Es. diametro 1,6 x10= 16 lt/min di Elio). Usare vetri di protezione
D.I.N. 10 no a 75A e D.I.N. 11 da 75A in poi.
5�8 Scelta elettrodo
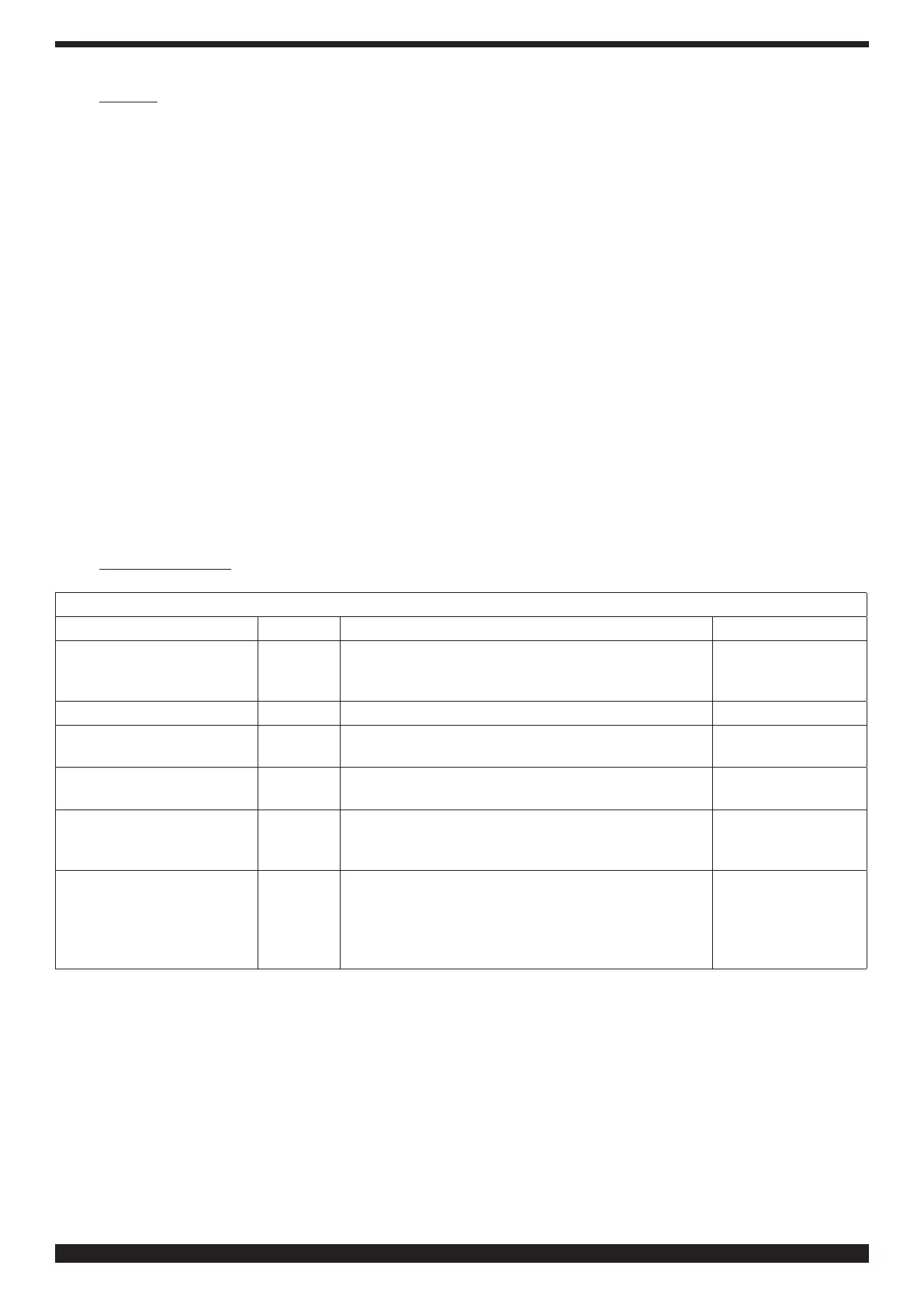
Tabella 6
Denominazione Colore Descrizione Processo
W Verde TUNGSTENO PURO Particolarmente adatto per
la saldatura di metalli leggeri e di leghe di metalli
leggeri (alluminio)
AC/DC
WT20 Rosso TUNGSTENO THORIATO AL 2%.
Ottime qualità di
accensione
DC
WT30 Lilla TUNGSTENO THORIATO AL 3% Ottime qualità di
accensione migliori del WT20
DC
WC20 Grigio TUNGSTENO CERIATO AL 2% Ottimale la durata,
ma innesco più dicoltoso che con gli elettrodi
thoriati.
AC/DC
WL20 Blu AL 2% DI LANTHANIO ideale per sostiture, con
una maggiore durata, gli elettrodi thoriati in impianti
automatizzati che saldano acciai inox in corrente
continua. Nel corso dell'impiego mantiene meglio la
pulizia della punta non alterandone la geometria
DC
 Loading...
Loading...










