60/89
5�2 Choice of type of arc ignition (P sector)
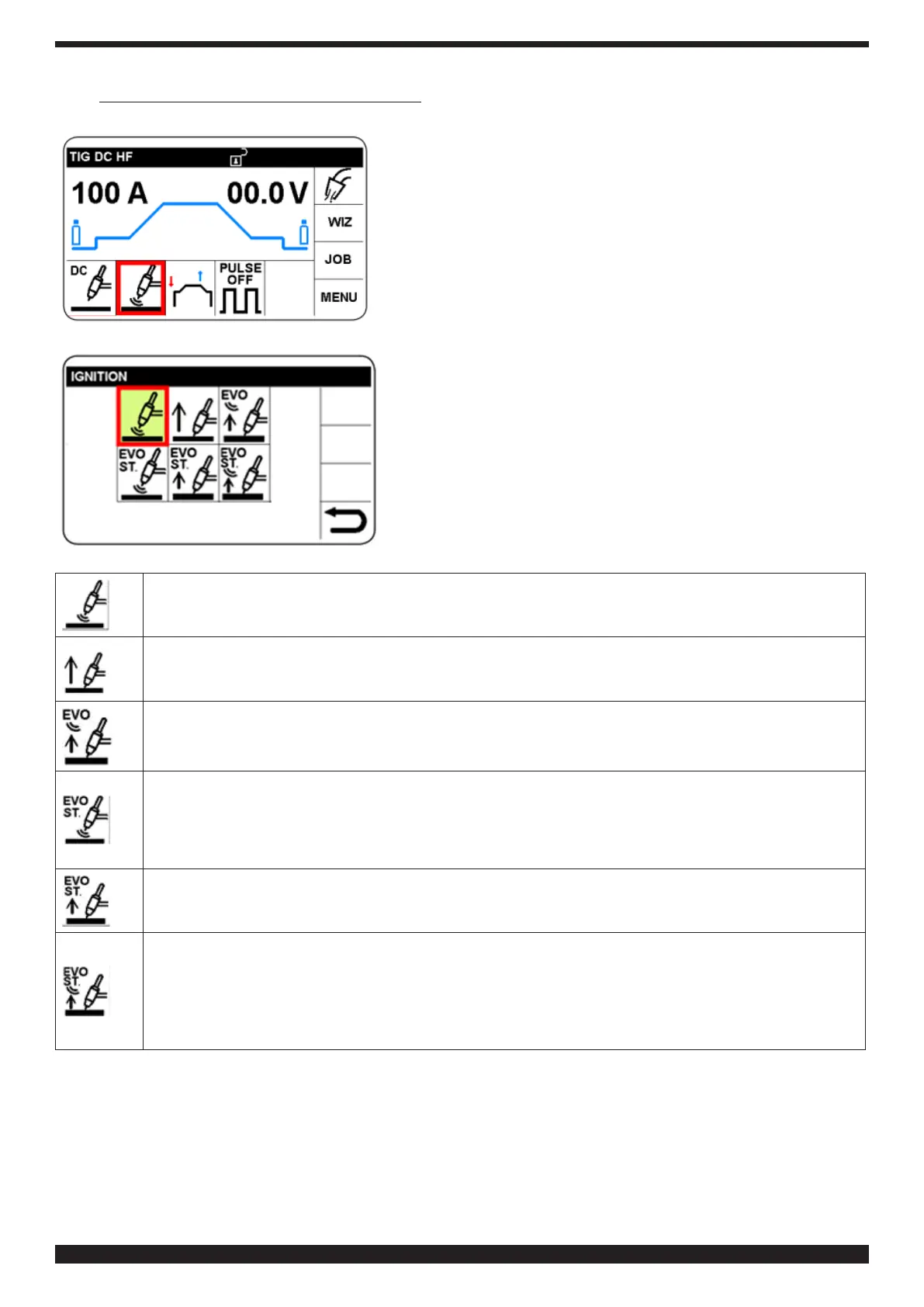
Select and conrm P sector for arc ignition.
Select and conrm type of ignition. N.B. the box for the process in
use is highlighted in green.
High frequency (HF) ignition, the arc ignites by high frequency/voltage discharge.
Contact ignition, touch the workpiece with the electrode tip, press the welding torch trigger and raise
the electrode tip.
EVO LIFT Touch the workpiece with the electrode tip, press the welding torch trigger and raise the
electrode tip; as soon as the electrode is raised, a high frequency/voltage discharge is generated which
lights the arc. Particularly suitable for precision spot welding.
EVO START After the frequency/voltage discharge, which lights the arc, the parameters are set that
favourjoiningoftheedgesofthematerialtobeweldedduringtherststageofwelding.Theduration
of the parameters mentioned above may be adjusted from the main screen by selecting parameter EVO
ST. (see section 5.2.4)
After lighting the contact arc, the parameters are set that favour joining of the edges of the material to
beweldedduringtherststageofwelding.Thedurationoftheparametersmentionedabovemaybe
adjusted from the main screen by selecting parameter EVO ST. (see section 5.2.4)
Touch the workpiece with the electrode tip, press the welding torch trigger and raise the electrode tip.
As soon as the electrode is raised, a high frequency/voltage discharge is generated which lights the
arc. Parameters are also set that favour joining of the edges of the material to be welded during the
rststageofwelding.
The duration of the parameters mentioned above may be adjusted from the main screen by selecting
parameter EVO ST (see section 5.2.4).
5�2�1 HF High-frequency ignition�
The arc is ignited by means of a high frequency/voltage discharge, the discharge stops as soon as welding current
begins to circulate or after a timeout (3s). This type of ignition does not require the workpiece to be touched with
the electrode tip. Unlike contact ignition, with HF ignition, there is no risk of contaminating the workpiece with the
tungsten electrode. Always try to ignite the arc at a maximum distance of 2-3 mm from the workpiece.

 Loading...
Loading...









