115/134
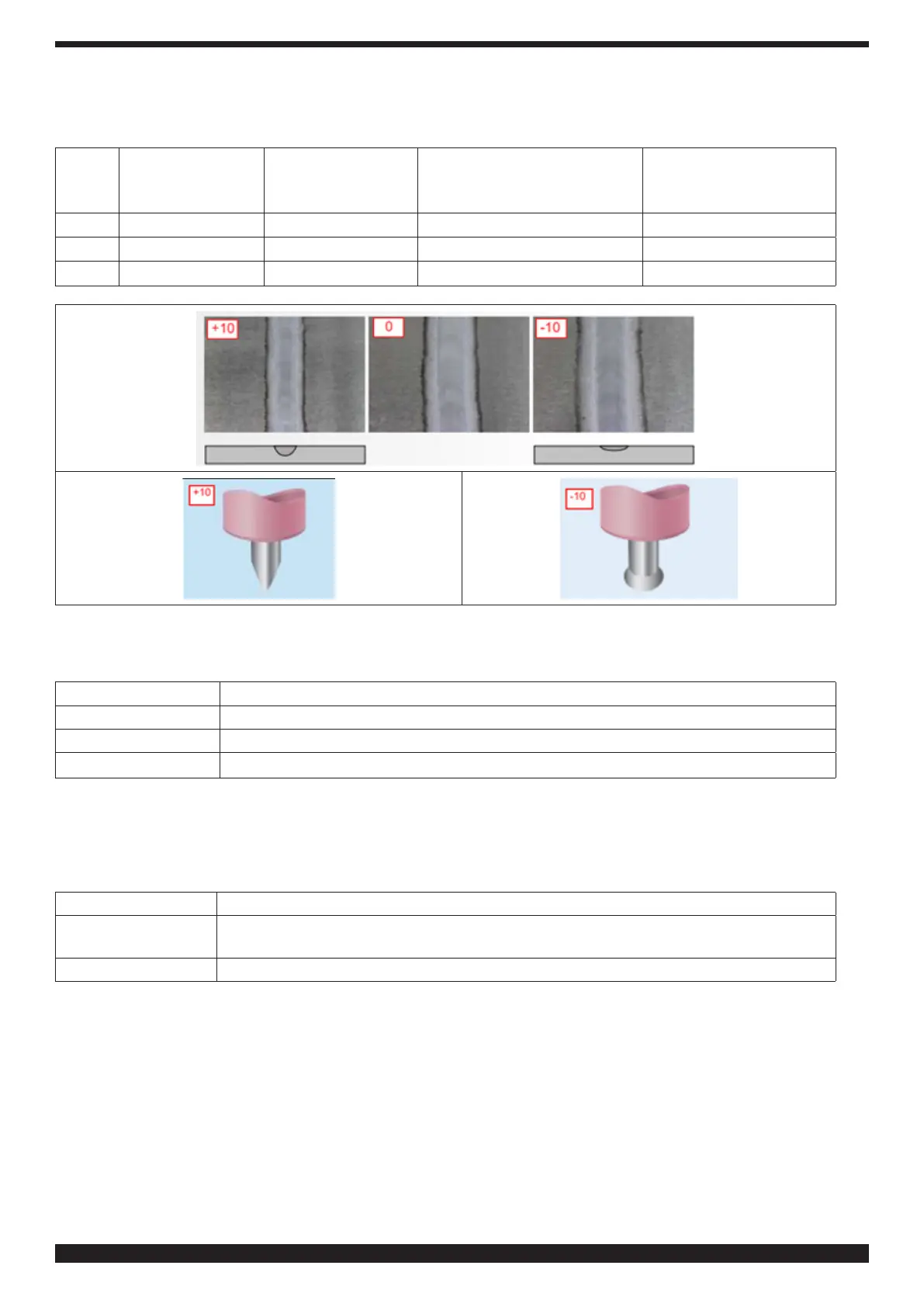
5�8�2 Balance AC
Positive Elektrode
Reinigung
Negative Elektrode
Einbrand
Oxid
Rundung
Elektrode
0 33% 67% Oxid zur Hälfte entfernt. Mäßig
+10 23% 87% Wenig Oxid entfernt. Gering
-10 50% 50% Viel Oxid entfernt. Stark
5�8�3 Frequenz AC
Frequenz [Hz]
50 Sehr breites Schmelzbad; weicher und schlecht kontrollierbarer Lichtbogen
200 Geringe Breite des Schmelzbads; stabiler, präziser und kontrollierbarer Lichtbogen
5�8�4 Amplitude AC
Die unabhängige Einstellung der Amplituden der Reinigungs- und der Kühlhalbwelle ermöglicht die Kontrolle der
Wärmeeinbringung ins Werkstück.
AC Amplitude Adjust
+80% Größere Einbrandtiefe und höherer Wärmeeintrag. Hohe Schweißgeschwindigkeit.
Geringere Rundung der Elektrode. Wenig Oxid entfernt.
-80% Geringerer Wärmeeintrag. Stärkere Rundung der Elektrode. Viel Oxid entfernt.
 Loading...
Loading...










