246/266
5�7 TIG DC
Esta máquina de soldar é adequada para soldar, com o processo TIG, aço inoxidável, ferro e cobre.
♦ Ligue o conetor do cabo de massa ao pólo positivo (+) da soldadora e o borne à peça, no ponto mais
próximopossíveldasoldagem,certicando-sequehajaumbomcontactoelétrico.
♦ Ligue o conetor de potência da tocha TIG ao pólo negativo (D) da máquina de soldar.
♦ Ligue o conetor de comando da tocha ao conetor F da máquina de soldar.
♦ Ligue a conexão do tubo do gás da tocha à conexão E da máquina e, o tubo do gás proveniente do re-
dutor de pressão da botija à conexão do gás H.
♦ Ligue a máquina.
♦ Denaosparâmetrosdesoldagem,comodescritonocapítulo3.2
♦ Não toque em partes sob tensão e nos bornes de saída quando o aparelho estiver alimentado.
♦ Ouxodegásinertedeveserreguladonumvalor
♦ (em litros por minuto) de aproximadamente 6 vezes o diâmetro do elétrodo.
♦ Seusaracessórios,tipogas-lens,ouxodogáspodeserreduzidoparacercade3vezesodiâmetro
do elétrodo.
♦ O diâmetro do bico em cerâmica deve ser de 4 a 6 vezes o diâmetro do elétrodo.
Normalmente, o gás mais usado é o ARGON, porque tem um custo inferior em relação a outros gases inertes, mas
também podem ser usadas misturas de ARGON com um máximo de 2% de HIDROGÉNIO para a soldagem de aço
inoxidável e HÉLIO ou misturas de ARGON-HÉLIO para a soldagem de cobre.
Estas misturas aumentam o calor do arco em soldagem, mas são muito mais caras. Se usar gás HÉLIO, aumente
os litros por minuto até 10 vezes o diâmetro do elétrodo (Ex: diâmetro 1,6 x10= 16 l/min de Hélio). Use vidros de
proteção
D.I.N. 10 até 75A e D.I.N. 11 de 75A em diante.
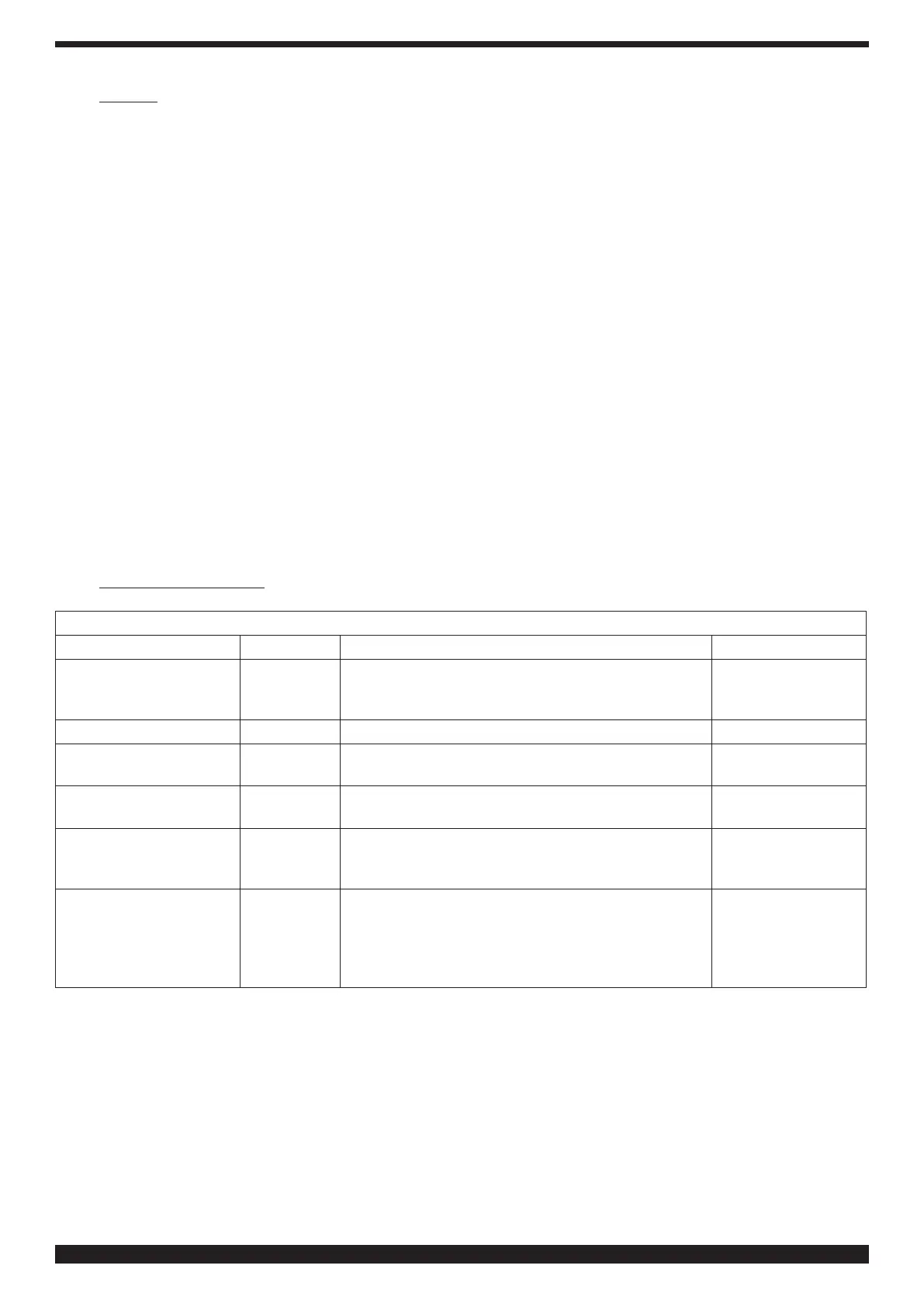
5�8 Seleção do elétrodo
Tabela 6
Denominação Cor Descrição Processo
W Verde TUNGSTÉNIO PURO Especialmente indicado para
a soldagem de metais leves e de ligas de metais
leves (alumínio)
AC/DC
WT20 Vermelho TUNGSTÉNIO E TÓRIO A 2%.
Ótima qualidade de
acendimento
DC
WT30 Lilás TUNGSTÉNIO E TÓRIO A 3% Ótima qualidade de
acendimento, melhor de WT20
DC
WC20 Acinzentado TUNGSTÉNIO E CÉRIO A 2% Ótima durabilidade,
mas com acendimento mais difícil que com elétrodos
em tório.
AC/DC
WL20 Azul A 2% DE LANTÂNIO ideal para substituir com maior
duração, os elétrodos em tório nas instalações
automatizadas que soldam inox em corrente
contínua. Durante o uso conserva a limpeza da
ponta de forma melhor sem alterar a geometria
DC
 Loading...
Loading...










