66/89
N.B The maximum adjustment value of the welding current depends on the welding machine article.
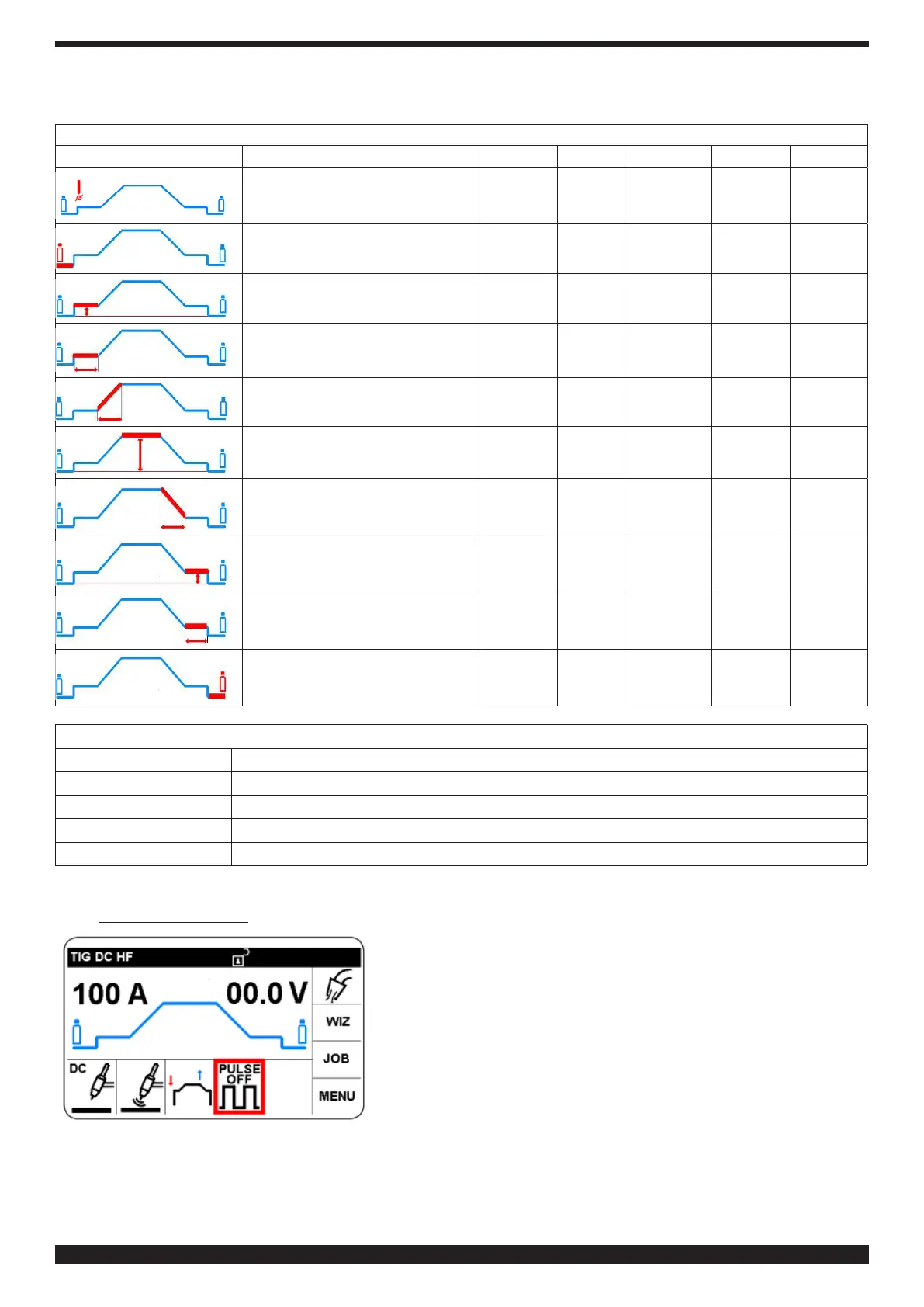
Table 2 - Weld parameter regulation
Description Min Def Max UM Sol�
Electrode diameter
(only TIG AC)
0.5
0.0197”
1.6
0.0630”
4.0
0.1575”
mm
inch
0.1
0.039”
Pre-owtime 0.0 0.05 5 s 0.01
Amplitude of starting current 5 25 Iset A 1
S.C. Time 0.0 0.0 5.0 s 0.1
Current ramp up time 0.0 0.0 9.9 s 0.1
Welding current
(I set)
5 100
Imax
(see
table 2)
A 1
Current ramp down time 0.0 0.0 9.9 s 0.1
Amplitudeofcraterllingcurrent 5 10 Iset A 1
Crater current time 0.0 0.0 5.0 s 0.1
Postowtime 0.0 10 30 s 1
Table 3
Item No Imax
553 220 A
555 250 A
557 350 A
558 180 A
5�5 Pulse (SECTOR N)
SelectandconrmsectorNforpulsationtoactivatepulsedmode
 Loading...
Loading...










