289/310
5�6 TIG AC (vain tuote 558 )
Alumiinin ja alumiinisekoitusten hitsaamiseen käytetään vaihtovirtahitsausta. Prosessiin kuuluu volframielektrodin
napaisuuden jatkuva vaihtuminen. Vaiheita (puoliaaltoja) on kaksi: positiivinen ja negatiivinen vaihe. Positiivisessa
vaiheessa materiaalin pinnan alumiinioksidikerros repeytyy (nk. puhdistuvaikutus) ja samanaikaisesti volframielektrodin
kärkeen muodostuu kalotti. Tämän kalotin koko riippuu positiivisen vaiheen pituudesta. On huomattava, että liian suuri
kalotti johtaa epävakaaseen ja hajanaiseen valokaareen, jonka tunkeuma on vähäinen. Negatiivinen vaihe puolestaan
jäähdyttää toisaalta volframielektrodin ja saa toisaalta aikaan tarvittavan tunkeuman. Ajallinen suhde (tasapaino)
positiivisen vaiheen (puhdistusvaikutus, kalotin koko) ja negatiivisen vaiheen (tunkeuman syvyys) välillä on valittava
oikein.
5�6�1 AC-parametrien säätö (ALUE U)
Valitusta vaihtovirtaprosessin tyypistä riippuen pääsivun alueelle U ilmestyy symboleita, jotka mahdollistavat vastaavien
hitsausparametrien säädön. Valitse alue U ja vahvista se avataksesi hitsausparametrien säädön. Parametrit on lueteltu
taulukossa 5
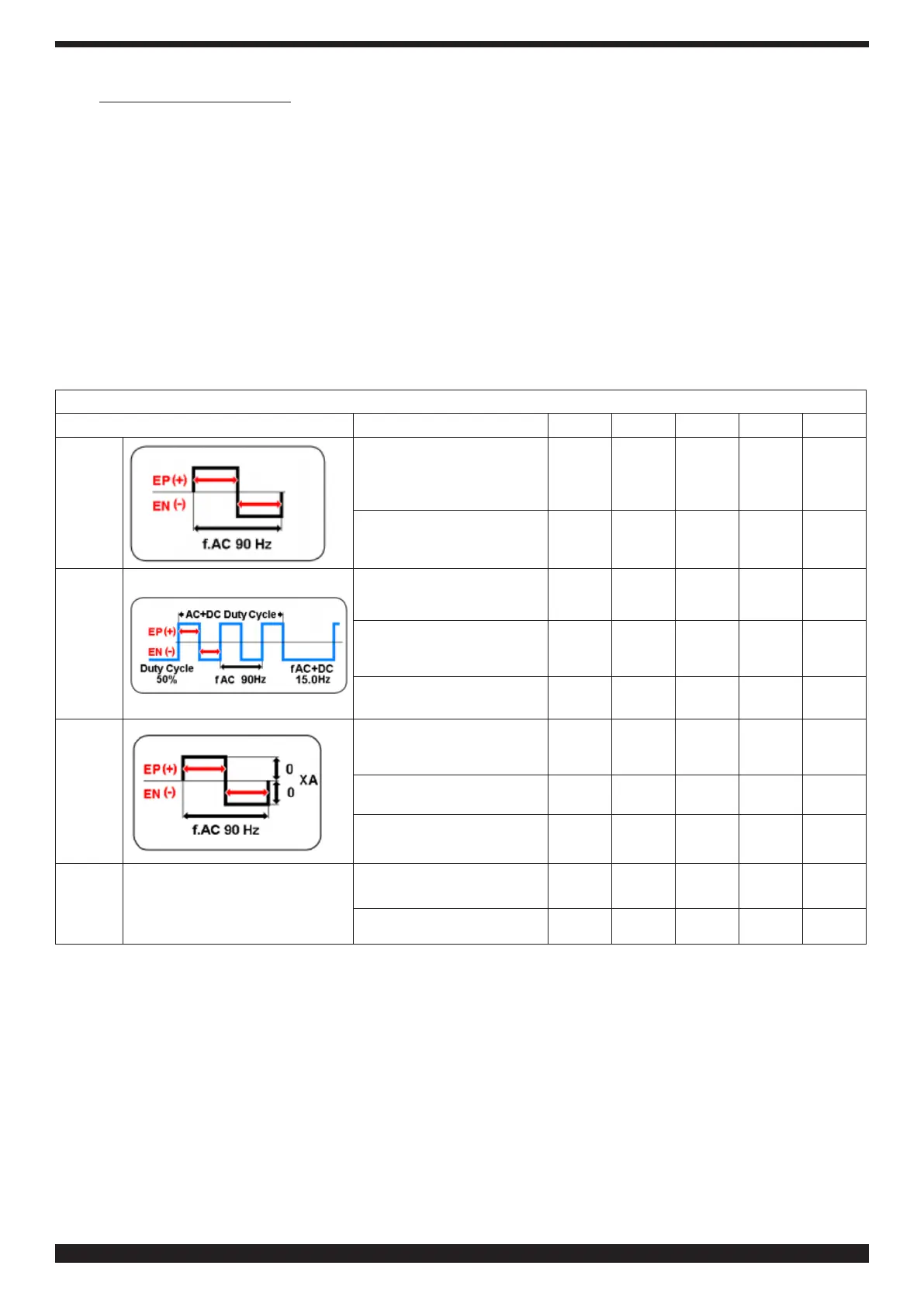
Taulukko 5 - VAIHTOVIRTAPROSESSIEN PARAMETRIEN SÄÄTÄMINEN
Prosessi Kuvaus Min.
Olet.
Maks. Yks. Res.
TIG AC
Vaihtovirran tasapaino
EP 8
EN-8
0.0
EP-8
EN 8
- 1
Vaihtovirran taajuus
50
90
200
Hz
1
TIG
AC+DC
Vaihtovirran tasapaino
EP 8
EN-8
0.0
EP-8
EN 8
- 1
Vaihtovirran taajuus
50
90
200
Hz
1
Duty cycle
20
50
90 % 1
TIG
AC-XA
Vaihtovirran tasapaino
EP 8
EN-8
0.0
EP-8
EN 8
- 1
Vaihtovirran taajuus
50 90
200
Hz
1
Säätäminen
Vaihtovirran vaihteluväli
EP-1
EN 1
EP-50
EN 50
EP-80
EN 80
% 1
MMA
AC
KUUMAKÄYNNI-
STYS
KUUMAKÄYNNISTYSVIR-
TA
0.0
50
100
% 1
KUUMAKÄYNNISTYSAIKA
0.0
200 500
ms
10
Valitse haluttu parametri. Parametri muuttuu punaiseksi.
Vahvista ja aseta valittu parametri. Paina vahvistaaksesi asetuksen ja siirry seuraavaan parametriin automaattisesti tai
käännä nuppia B valitaksesi halutun parametrin.
 Loading...
Loading...










