237/266
5�2 Seleção do tipo de acendimento do arco (setor P)
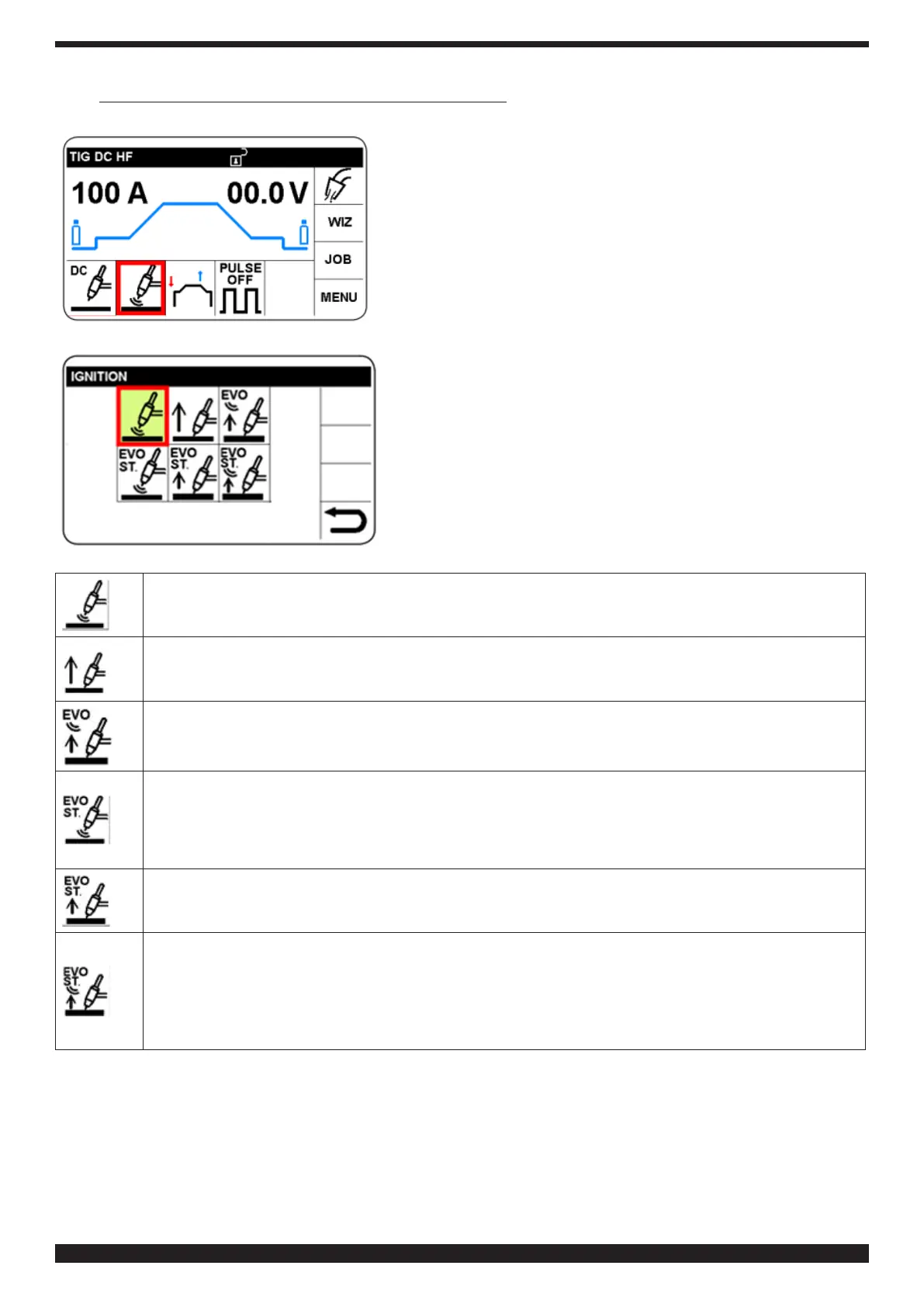
Selecione e conrme o setor P, relativo ao acendimento do arco
Selecione e conrme o tipo de acendimento. Nota: o campo de
acendimento em uso é evidenciado em verde.
Acendimento com alta frequência (HF), o acendimento do arco dá-se por uma descarga de alta
frequência/tensão.
Acendimento por contacto, toque na peça a ser trabalhada com a ponta do elétrodo, carregue no
botão da tocha e levante a ponta do elétrodo.
EVO LIFT Toque na peça a ser trabalhada com a ponta do elétrodo, carregue no botão da tocha e
levante a ponta do elétrodo; logo que o elétrodo se levanta, gera-se uma descarga de alta frequência/
tensão, que acende o arco. Especialmente adequado a pontos de precisão.
EVOSTARTApósadescargadealtafrequência/tensão,queacendeoarco,sãodenidosparâmetros
que facilitam a união das pontas do material a ser soldado, na primeira fase de soldagem. A duração
desses parâmetros pode ser regulada na janela principal, selecionando o parâmetro EVO ST. (vide
parágrafo 5.2.4 )
Depois de ter acendido o arco por contacto, são denidos parâmetros que facilitam a união das
pontas do material, na primeira fase de soldagem. A duração desses parâmetros pode ser regulada na
janela principal, selecionando o parâmetro EVO ST (vide parágrafo 5.2.4 )
Toque na peça a ser trabalhada com a ponta do elétrodo, carregue no botão da tocha e levante a ponta
do elétrodo. Assim que se levanta o elétrodo, produz-se uma descarga de alta frequência/tensão, que
acendeoarco,tambémsãodenidosparâmetrosquefacilitamauniãodaspontasdomaterial,na
primeira fase de soldagem.
A duração desses parâmetros pode ser regulada na janela principal, selecionando o parâmetro EVO
ST (vide parágrafo 5.2.4 ).
5�2�1 Acendimento com alta frequência HF
O acendimento do arco é feito por uma descarga de alta frequência/ tensão, a descarga para assim que começa
a circular corrente de soldagem ou depois de um timeout (3 seg.). Este tipo de acendimento não precisa a peça de
soldagem seja tocada pela ponta do elétrodo. Com relação ao acendimento por contacto, no caso de acendimento
HF não existe o risco de sujar a peça a ser trabalhada com o elétrodo em tungsténio Tente acender o arco sempre
com uma distância máxima de 2 a 3mm da peça a ser trabalha.

 Loading...
Loading...









