162/178
6 SOUDAGE MMA DC
Ce poste à souder convient pour souder tous les types d’électrodes à l’exception des électrodes cellulosiques (AWS
6010).
♦ S’assurer que l’interrupteur G est sur 0, puis connecter les câbles de soudage en respectant la polarité
exigée par le fabricant des électrodes qui seront utilisées, en raccordant la pince du câble de mise à la
terre à la pièce aussi près que possible de la soudure, en veillant à ce qu’il y ait un bon contact électrique.
♦ Ne pas toucher la torche ou la pince porte-électrode et la pince de masse en même temps.
♦ Allumer le poste à l’aide de l’interrupteur G.
♦ Sélectionner le procédé MMA.
♦ Régler le courant selon le diamètre de l’électrode, la position de soudure et le type de joint à exécuter.
♦ Lorsque le soudage est terminé, il faut toujours éteindre l’appareil et retirer l’électrode de la pince porte-
électrode.
AVERTISSEMENT
Attention à la décharge électrique.
Lorsque l’interrupteur principal est positionné sur ON, l’électrode et la partie non isolée du porte-électrode sont
sous tension. Il faut donc s’assurer que l’électrode et la partie non isolée du porte-électrode n’entrent pas en
contact avec des personnes ou des composants conducteurs d’électricité ou mis à la terre (par exemple un corps
extérieur, etc.).
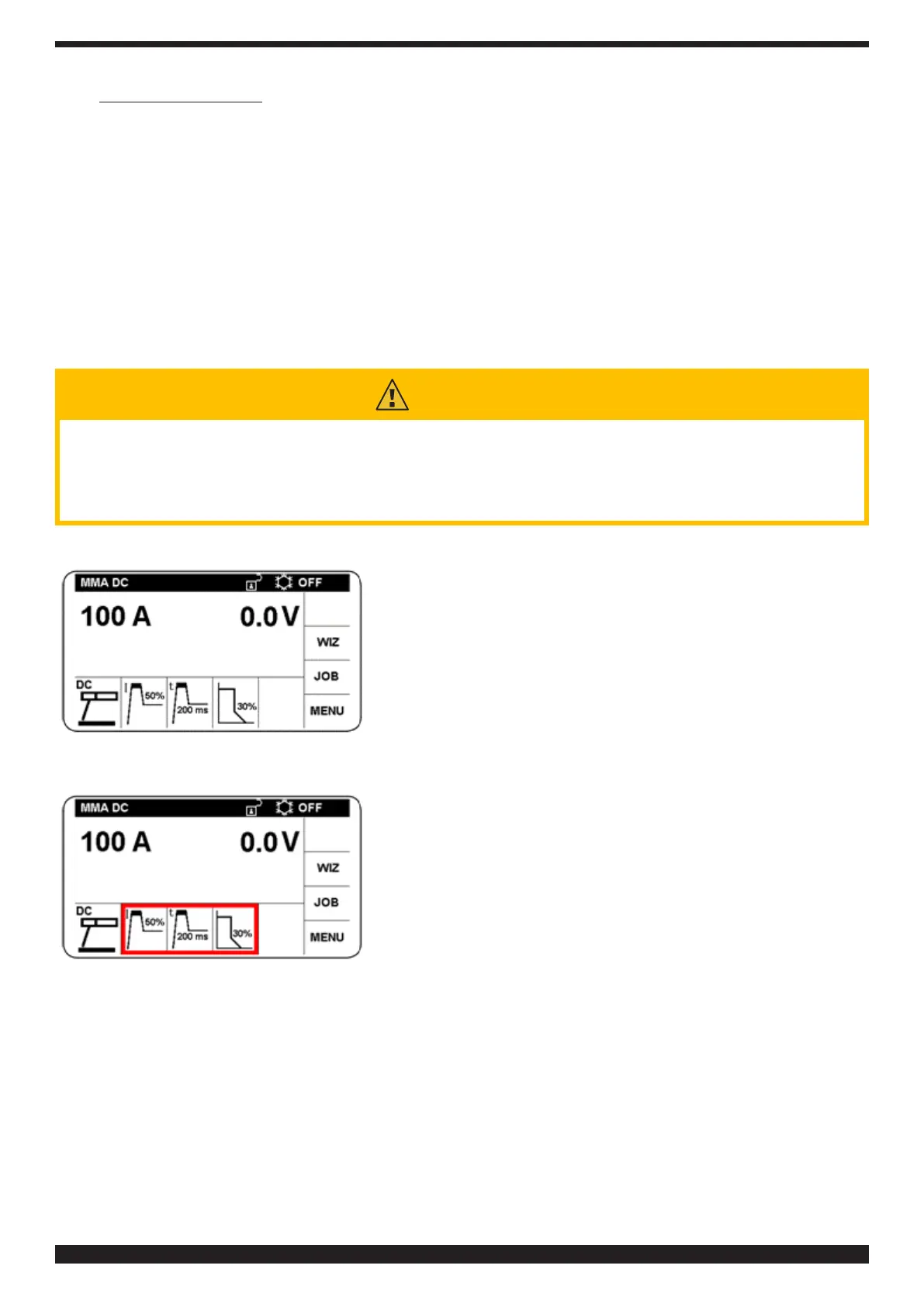
Pour sélectionner ce procédé, voir le paragraphe 5.1.
Tournez le bouton rotatif B pour modier le courant de soudage.
Si l’on souhaite modier les paramètres de soudage, procéder comme suit.
Sélectionner et valider la section correspondant aux paramètres de
soudage.
La validation permet d’accéder aux paramètres de soudage suivants :
♦ COURANTHOTSTARTréglablede0à100%ducourantdesoudage(avecsaturationaucourantma-
ximum). Pourcentage du courant à ajouter au courant de soudage pour faciliter l’amorçage de l’arc. Le
paramètre s’active en rouge. Valider et régler le paramètre. La validation permet de passer automatique-
ment au paramètre suivant, sinon tourner le bouton rotatif B pour choisir le paramètre souhaité.
♦ TEMPS HOT START réglable de 0 à 500 ms.
♦ FORCED’ARCréglablede0à100%.(avecsaturationaucourantmaximum).Cettesurintensitéfavorise
la transformation du métal en fusion.
 Loading...
Loading...










