29/45
6 SALDATURA MMA DC
Questa saldatrice è idonea alla saldatura di tutti i tipi di elettrodi ad eccezione del tipo cellulosico (AWS 6010)
♦ Assicurarsi che l’interruttore G sia in posizione 0, quindi collegare i cavi di saldatura rispettando la polarità
richiesta dal costruttore di elettrodi che andrete ad utilizzare e il morsetto del cavo di massa al pezzo nel
punto più vicino possibile alla saldatura assicurandosi che vi sia un buon contatto elettrico.
♦ Non toccare contemporaneamente la torcia o la pinza porta elettrodo ed il morsetto di massa.
♦ Accendere la macchina mediante l’interruttore G.
♦ Selezionare, il procedimento MMA.
♦ Regolare la corrente in base al diametro dell’elettrodo, alla posizione di saldatura e al tipo di giunto da
eseguire.
♦ Terminata la saldatura spegnere sempre l’apparecchio e togliere l’elettrodo dalla pinza porta elettrodo.
AVVISO
Prestare attenzione alla scossa elettrica
Quando l'interruttore di rete è in posizione ON, l'elettrodo e la parte non isolata del porta elettrodo sono in tensione.
Accertarsi quindi che l'elettrodo e la parte non isolata del porta elettrodo non vengano a contatto con persone o
componenti conduttori di elettricità o messi a terra (ad es. corpo esterno, ecc.).
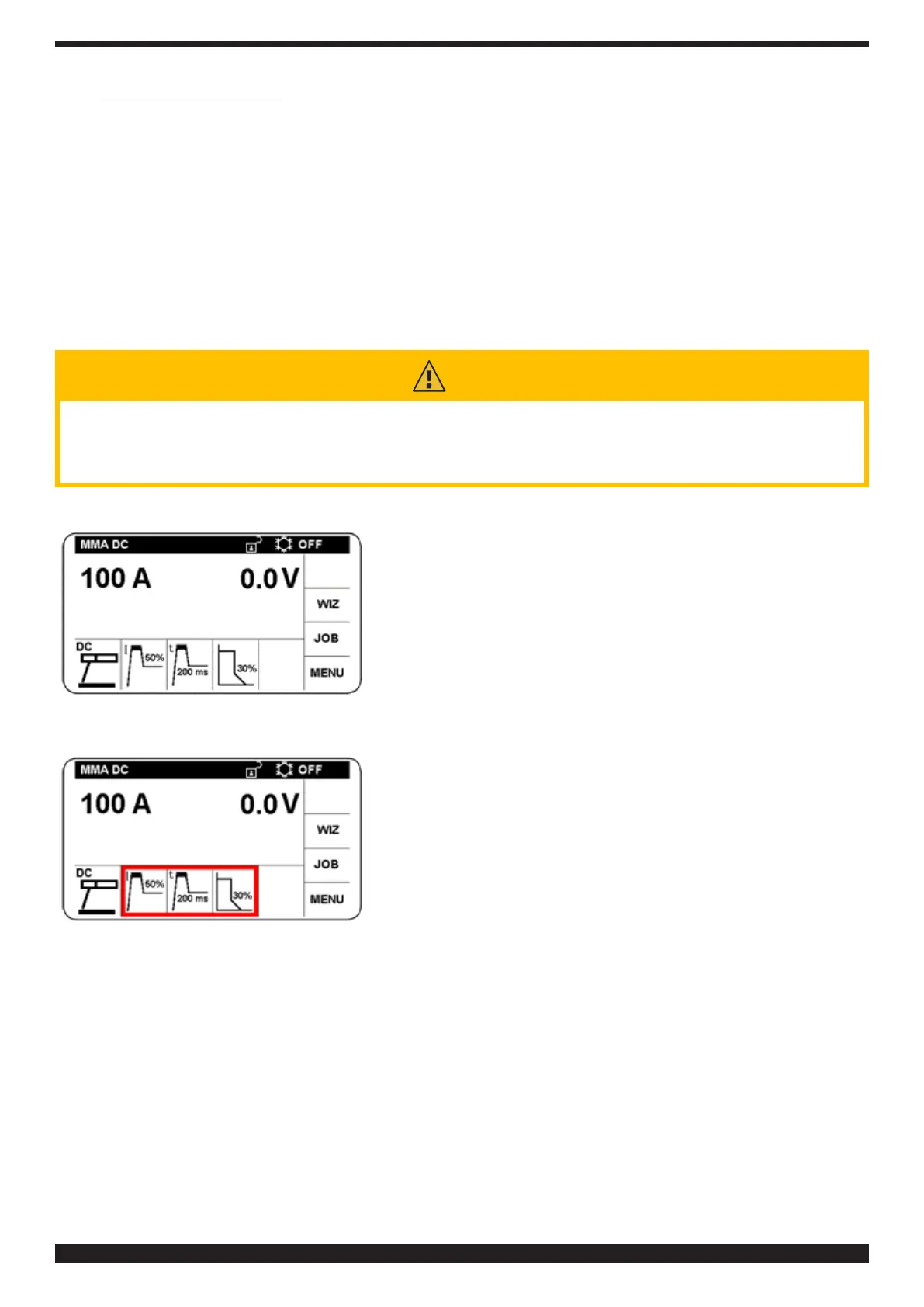
Per la selezione di questo processo vedi capitolo 5.1
Ruotare la manopola B per variare la corrente di saldatura.
Se si desidera modicare i parametri di saldatura, procedere come segue:
Selezionare e confermare il settore relativo ai parametri di saldatura.
La conferma consente di accedere ai seguenti parametri di saldatura:
♦ CORRENTEDI HOTSTART regolabileda0 al100%dellacorrentedi saldatura (consaturazione alla
corrente massima). Percentuale di corrente che si aggiunge alla corrente di saldatura per favorire
l’accensione dell’arco. Il parametro si attiva in rosso. Confermare e regolare il parametro. La conferma
consente di passare automati-camente al parametro successivo, oppure ruotare la ma-nopola B per
scegliere il parametro desiderato.
♦ TEMPO DI HOT START regolabile da 0 a 500 ms.
♦ ARCFORCEregolabileda0al100%.(consaturazioneallacorrentemassima).Questasovracorrente
favorisce il trasferimento del metallo fuso.
 Loading...
Loading...










