338/354
6 MMA DC-SVEJSNING
Dette svejseapparat kan benyttes til svejsning med alle typer elektroder med undtagelse af cellulosebeklædte
elektroder (AWS 6010).
♦ Sørg for at tændingsknappen G er i positionen 0, og tilslut svejseledningerne i henhold til deres polaritet
som angivet af elektrodeproducenten, og klemmen på jordledningen i et punkt så tæt på svejsningen
som muligt, mens man sikrer sig, at der er god elektrisk kontakt.
♦ Undgå at røre ved svejsebrænderen eller elektrodeholderen og klemmen på jordledningen.
♦ Tænd for maskinen på tændingsknappen G.
♦ Vælg, fremgangsmåde MMA.
♦ Reguler strømmen på baggrund af elektrodediameter, svejseposition og den type svejsesøm, der skal
udføres.
♦ Efter endt svejsning slukkes der for apparatet, og elektroden tages ud af elektrodeholderen.
BEMÆRK
Pas på elektrisk stød
Når netafbryderen står på ON, er elektroden og elektrodeholderens ikke-isolerede del med spænding. Man skal
derfor sikre sig, at elektroden og elektrodeholderens ikke-isolerede del ikke kommer i kontakt med personer eller
strømledende eller jordforbundne komponenter (f.eks. ydersiden af legemet, osv.).
Hvad angår valget af denne proces, se kapitel 5.1
Drej drejeknappen B for at variere svejsestrømmen.
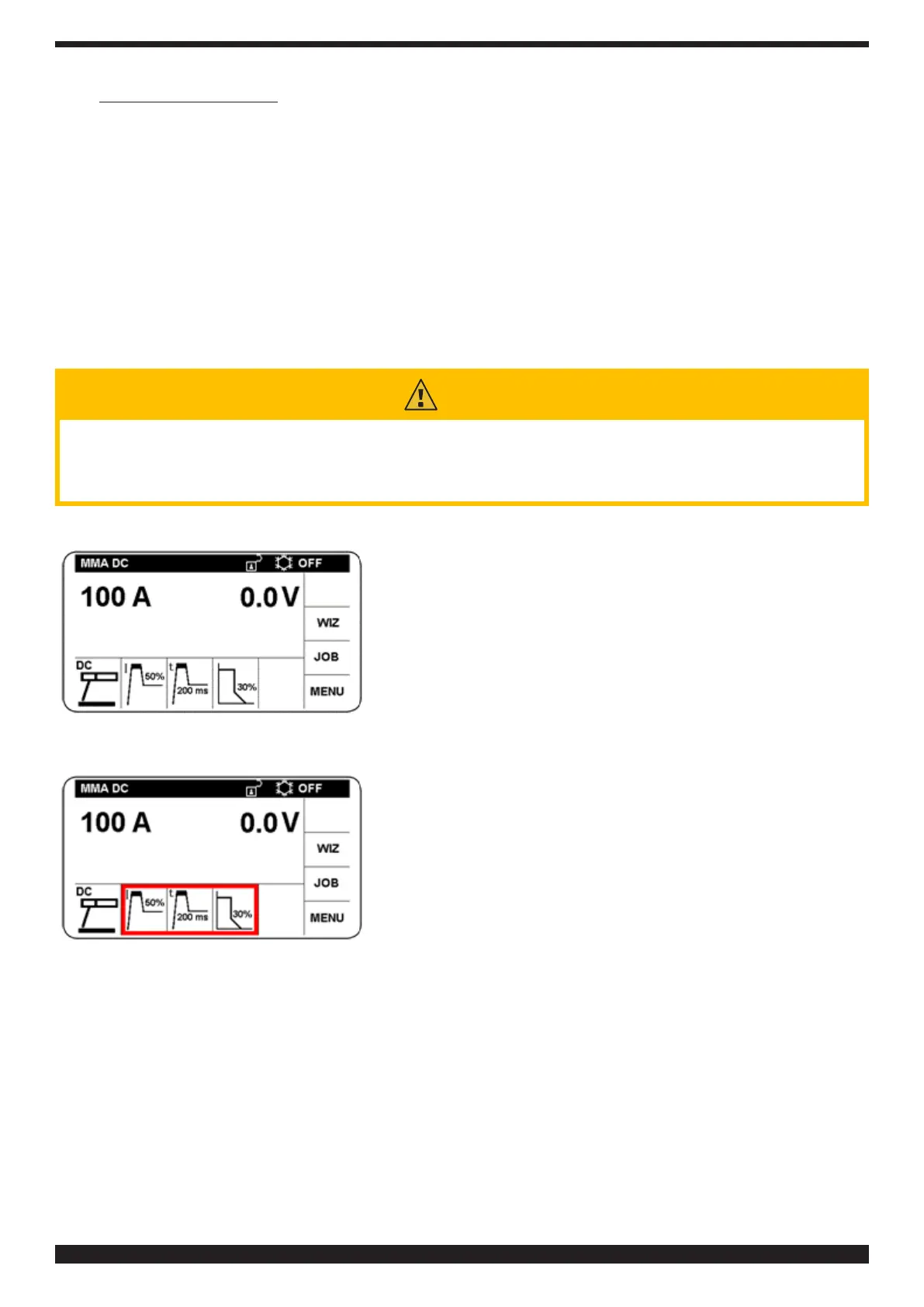
Hvis man ønsker at ændre på svejseparametrene, gør som følger:
Vælg og bekræfte feltet til redigering af svejseparametre.
Bekræftelsen giver adgang til de følgende svejseparametre:
♦ HOTSTART-STRØMregulerbariintervalletfra0til100%afsvejsestrømmen(medmætningvedmaksi-
mal strømstyrke). Strømprocentdel, der tilføjes svejsestrømmen for at lette tændingen af lysbuen. Pa-
rameteren aktiveres og bliver rød. Bekræft og regulér parameteren. Bekræftelsen giver mulighed for
automatisk at gå videre til den næste parameter eller dreje drejeknappen B for at vælge den ønskede
parameter.
♦ TID FOR HOT START regulerbar i intervallet fra 0 til 500 sek.
♦ ARCFORCEkanreguleresregulerbariintervalletfra0til100%.(medmætningvedmaksimalstrømstyr-
ke). Denne overstrøm fremmer overførslen af det smeltede metal.
 Loading...
Loading...










