206/222
6 SOLDADURA MMA DC
Esta soldadora es adecuada para soldar todo tipo de electrodos, excepto aquellos de tipo celulósico (AWS 6010)
♦ Asegurarse de que el interruptor G esté en posición 0, después conectar los cables de soldadura respe-
tando la polaridad indicada por el constructor de los electrodos en uso y el terminal del cable de masa
a la pieza en el punto más cercano posible a la soldadura, cerciorándose de que haya un buen contacto
eléctrico.
♦ No tocare contemporáneamente la antorcha o la pinza portaelectrodo y el borne de masa.
♦ Encender la máquina mediante el interruptor G.
♦ Seleccionar el procedimiento MMA.
♦ Regular la corriente en base al diámetro del electrodo, a la posición de soldadura y al tipo de junta por
realizar.
♦ Terminada la soldadura, apagar siempre el aparato y quitar el electrodo de la pinza portaelectrodo.
AVISO
Prestar atención a prevenir un choque eléctrico
Cuando el interruptor de alimentación de red está en ON, el electrodo y la parte del portaelectrodo sin aislamiento
están bajo tensión. Por tanto, cerciorarse de que tanto el electrodo como la parte sin aislamiento del portaelectrodo
no entren en contacto con personas o con componentes conductores de electricidad o puesta a tierra (p. ej.
cuerpo externo, etc.).
Para la selección de este procedimiento ver el capítulo 5.1
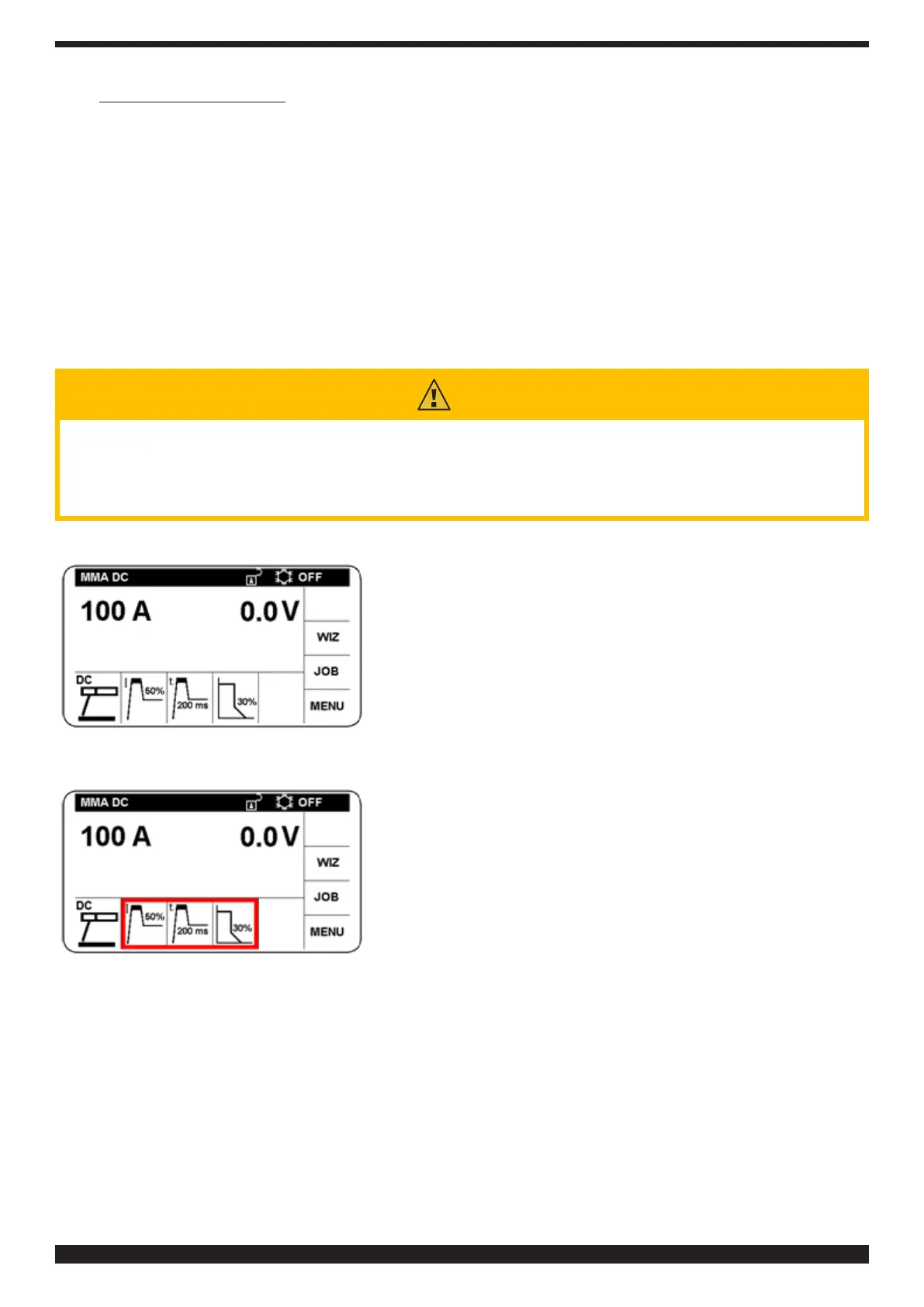
Girar el mando B para variar la corriente de soldadura.
Si se desea modicar los parámetros de soldadura, proceder de la siguiente forma:
Seleccionar y conrmar el sector relativo a los parámetros de soldadura.
La conrmación permite acceder a los siguientes parámetros de soldadura:
♦ CORRIENTEdeHOTSTART,regulableentre0y100%delacorrientedesoldadura(consaturacióna
la corriente máxima). Porcentaje de corriente que se agrega a la corriente de soldadura para favorecer
elencendidodelarco.Elparámetroseactivaencolorrojo.Conrmaryregularelparámetro.Laconr-
mación permite pasar automáticamente al parámetro sucesivo, o bien, girar el mando B para elegir el
parámetro preferido.
♦ TIEMPO de HOT START regulable entre 0 y 500 ms.
♦ ARCFORCEregulableentre0y100%(consaturaciónalacorrientemáxima).Estasobrecorrientefavo-
rece la transferencia del metal fundido.
 Loading...
Loading...










