245/266
5�6 TIG AC ( somente art�558 )
Para a soldagem de alumínio e ligas de alumínio é usada a soldagem AC. O procedimento depende de uma troca
contínua da polaridade do elétrodo de tungsténio. Existem duas fases (semi;ondas): uma fase positiva e uma fase
negativa. A fase positiva rompe a camada de óxido de alumínio na superfície do material (a chamada limpeza)
contemporaneamente forma-se uma calota na ponta do elétrodo de tungsténio. A dimensão desta calota depende
da dimensão da fase positiva. É preciso considerar que uma calota muito espessa cria um arco difuso e instável
com penetração menor. A fase negativa por um lado arrefece o elétrodo de tungsténio e por outro cria a penetração
necessária. É importante escolher corretamente o período de tempo (balanceamento) entre fase positiva (limpeza,
dimensão da calota) e a fase negativa (profundidade de penetração).
5�6�1 Regulação de parâmetros AC (SETOR U)
De acordo com a escolha do tipo de processo AC, no setor U da página principal, aparecem símbolos que permitem
ajustarosparâmetrosdesoldagem.SelecioneeconrmeosetorUparateracessoàregulaçãodosparâmetrosde
soldagem resumidos na Tabela 5
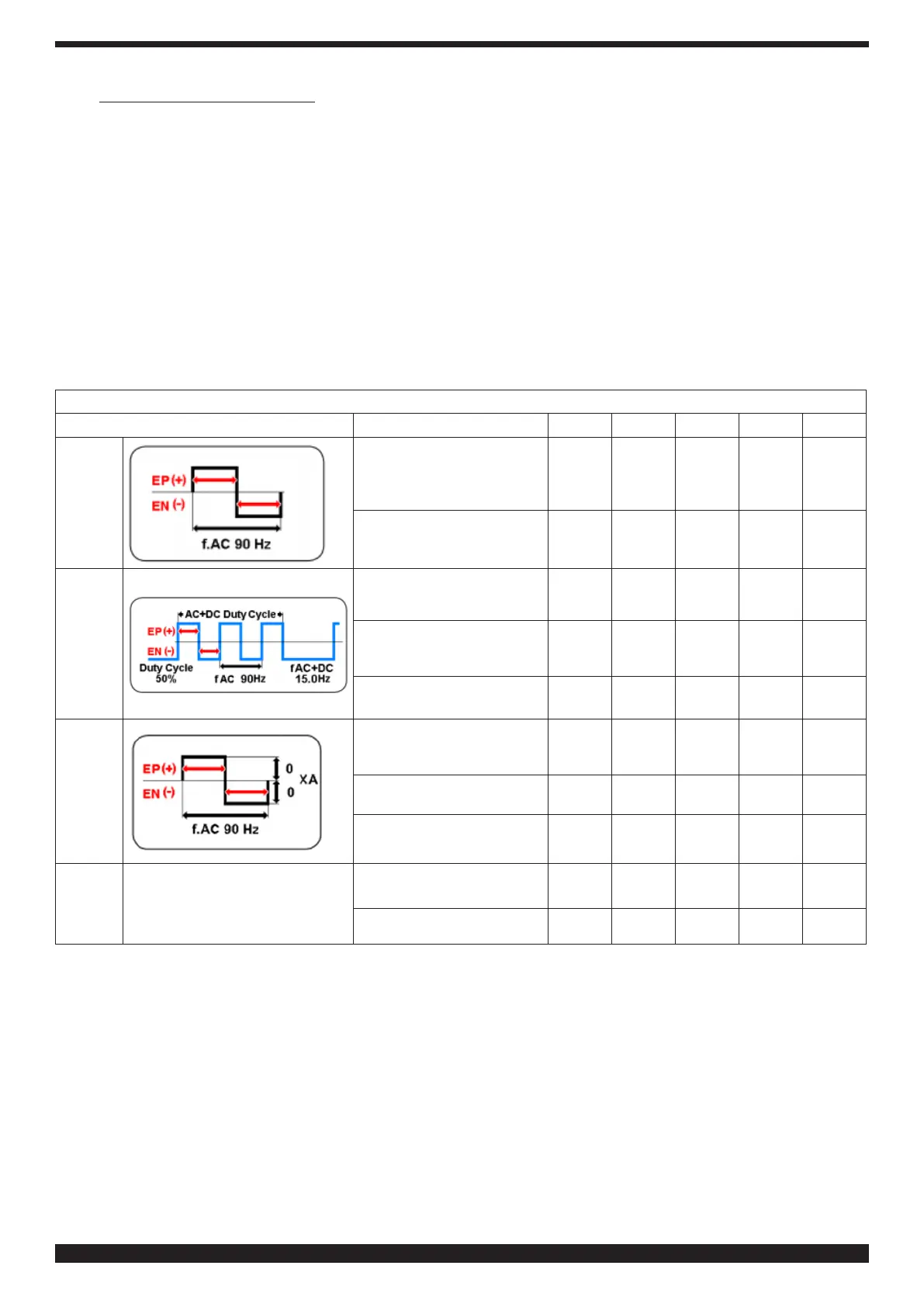
Tabela 5 - REGULAÇÃO DE PARÂMETROS E PROCESSOS AC
Processo Descrição Mín.
Def
Máx U.M. Res
TIG AC
Balanceamento AC
EP 8
EN-8
0.0
EP-8
EN 8
- 1
Frequência
AC
50
90
200
Hz
1
TIG
AC+DC
Balanceamento AC
EP 8
EN-8
0.0
EP-8
EN 8
- 1
Frequência
AC
50
90
200
Hz
1
Duty cycle
20
50
90 % 1
TIG
AC-XA
Balanceamento AC
EP 8
EN-8
0.0
EP-8
EN 8
- 1
Frequência
AC 50 90
200
Hz
1
Regulação
Amplitude AC
EP-1
EN 1
EP-50
EN 50
EP-80
EN 80
% 1
MMA
AC
HOT START.
Corrente de
HOT START
0.0
50
100
% 1
Tempo de
HOT START
0.0
200 500
ms
10
Selecionar o parâmetro desejado. O parâmetro ativa-se em vermelho.
Conrme e dena o parâmetro escolhido, depois carregue para conrmar a conguração e passar automaticamente
ao parâmetro seguinte, ou rode o manípulo B para escolher o parâmetro desejado.
 Loading...
Loading...










