160/178
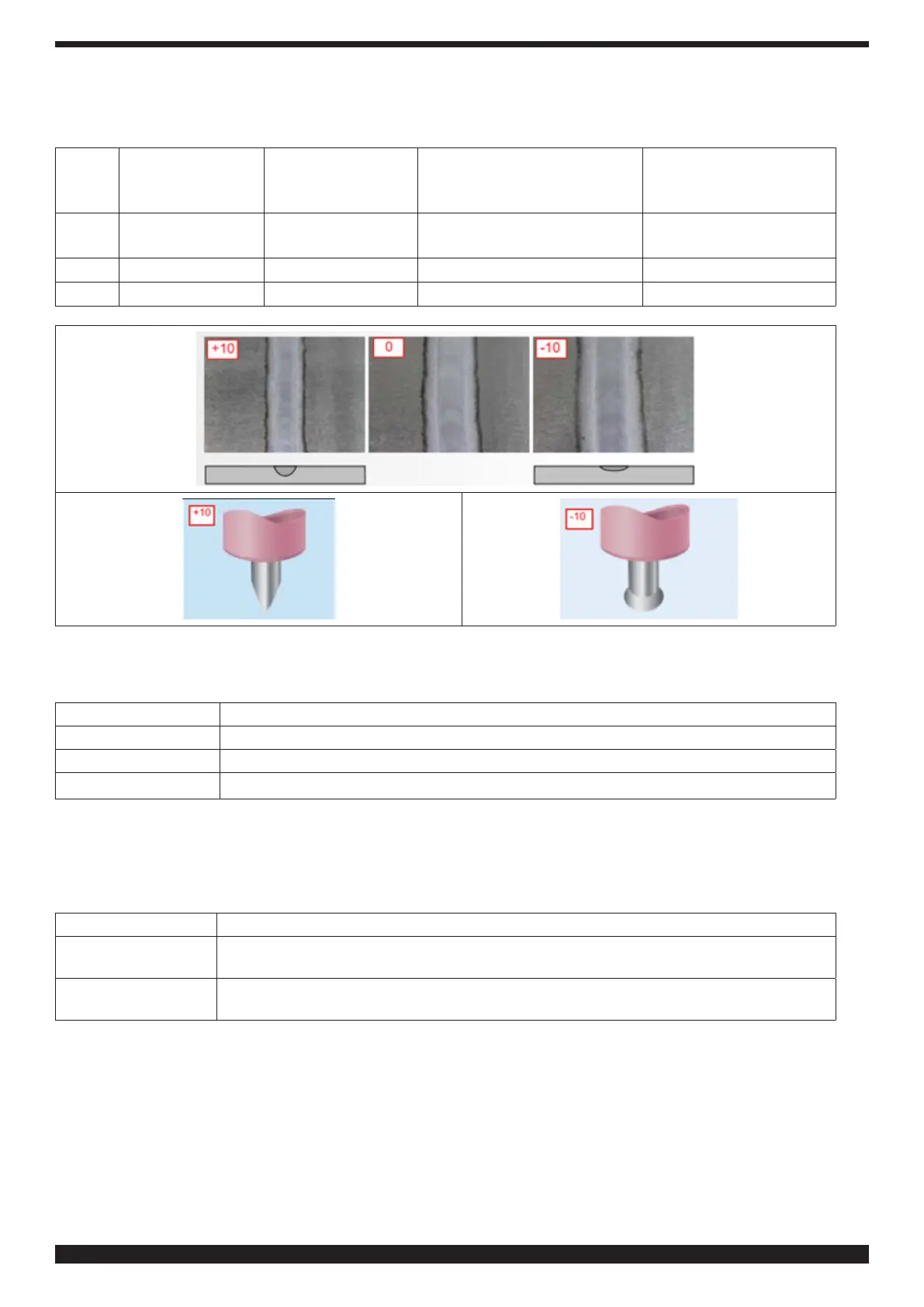
5�8�2 Équilibre AC
Électrode positive
Nettoyage
Électrode négative
Pénétration
Oxyde
Arrondissement
électrode
0 33 % 67 % Oxyde éliminé moyennement
visible.
Modéré
+10 23 % 87 % Oxyde éliminé peu visible. Bas
-10 50 % 50 % Oxyde éliminé très visible. Élevé
5�8�3 Fréquence AC
Fréquence [Hz]
50 Largeur bain de soudage élevée ; arc souple et peu contrôlable.
200 Largeur bain de soudage réduite ; arc stable, précis et maniable.
5�8�4 Amplitude AC
Réglage indépendant de l’amplitude de la demi-onde de pénétration et du nettoyage ; permet de contrôler la
chaleur sur la pièce à souder.
AC Amplitude Adjust
+80% Pénétration et apport de thermique plus importants, vitesses en soudage élevées,
moins d’arrondissement de l’électrode, zone d’élimination de l’oxyde peu visible.
-80% Moins d’apport thermique, arrondissement plus important de l’électrode, zone
d’élimination de l’oxyde très visible.
 Loading...
Loading...










