250/266
6 SOLDAGEM MMA DC
Esta máquina de soldar é adequada para soldar todos os tipos de elétrodos exceto o tipo celulósico (AWS 6010)
♦ Certique-sequeointerruptorGestejaem0,depoisligaroscabosdesoldagem,respeitandoapolari-
dade indicada pelo fabricante de elétrodos que vai usar e o borne do cabo de massa na peça, no ponto
maispróximopossíveldasoldagem,certicando-sequehajaumbomcontactoelétrico.
♦ Não toque simultaneamente na tocha ou na pinça porta-elétrodo e no borne de massa.
♦ Ligue a máquina no interruptor G.
♦ Selecione o modo de proceder MMA.
♦ Regule a corrente em função do diâmetro do elétrodo, da posição de soldagem e do tipo de junta a
executar.
♦ Depois de terminada a soldagem, desligue sempre o aparelho e retire o elétrodo da pinça porta-elétrodo.
AVISO
Preste atenção a eventual descarga elétrica
QuandoointerruptorderedeestiveremON,oelétrodoeapartenãoisoladadoportaelétrodocamemtensão.
Certique-se que o elétrodo e a parte não isolada do porta-elétrodo entrem em contacto com pessoas ou
componentes condutores de eletricidade ou de ligação terra (ex.: estrutura externa, etc.).
Para a seleção deste processo, veja o capítulo 5.1
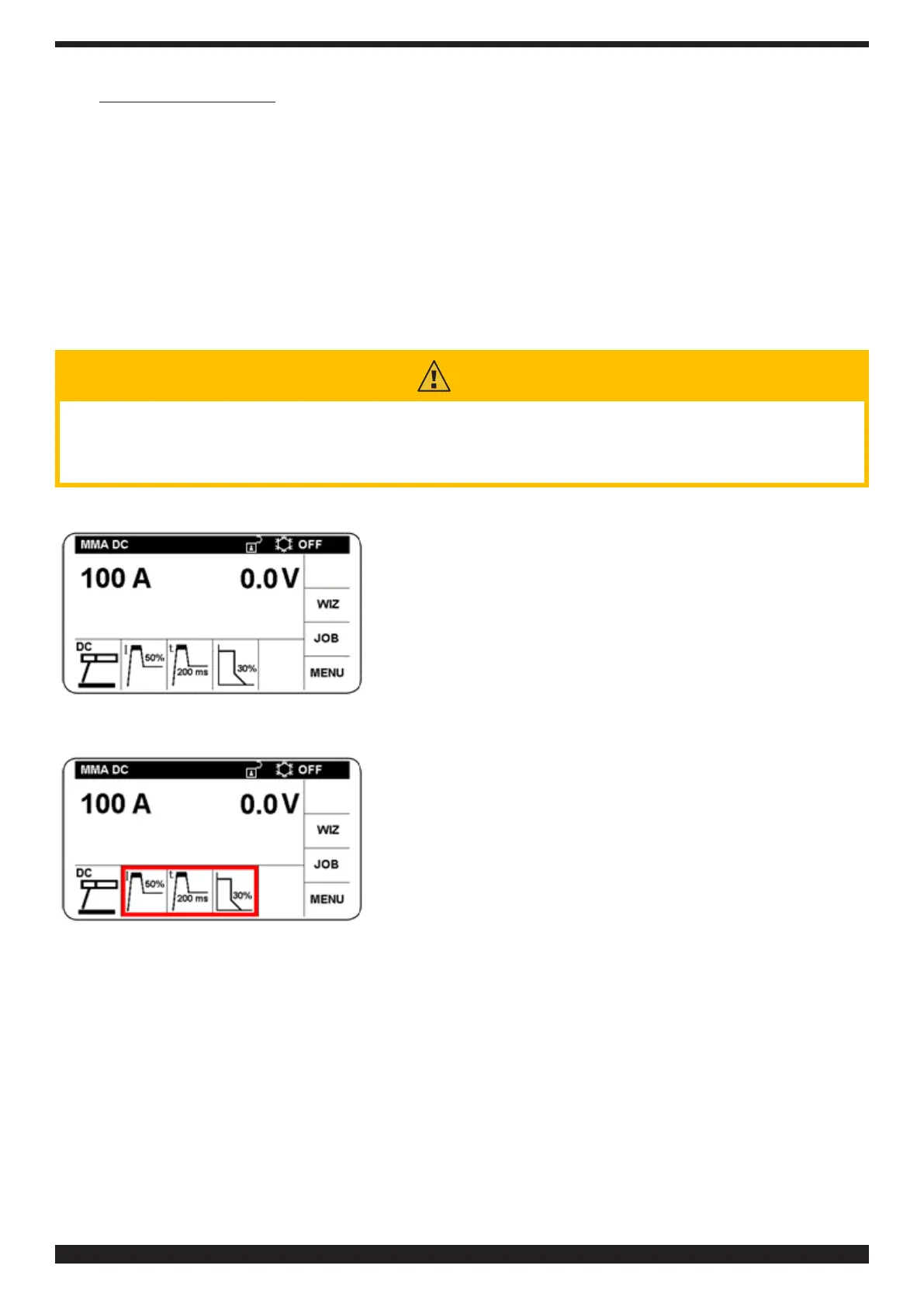
Carregue no manípulo B para alterar a corrente de soldagem.
Se deseja modicar os parâmetros de soldagem, proceda do modo seguinte:
Selecione e conrme o setor relativo aos parâmetros de soldagem.
A conrmação permite o acesso aos seguintes parâmetros de soldagem
♦ CORRENTEDEHOTSTARTregulávelde0a100%dacorrentedesoldagem(comsaturaçãoàcorrente
máxima). Percentagem de corrente que se adiciona à corrente de soldagem para facilitar o acendimen-
todoarco.Oparâmetroativa-seemvermelho.Conrmeereguleoparâmetro.Aconrmaçãopermite
passar automaticamente ao parâmetro seguinte, ou então gire o manípulo B para escolher o parâmetro
desejado.
♦ TEMPO DE HOT START regulável de 0 a 500 ms.
♦ ARCFORCE,regulávelde0a100%.(comsaturaçãoàcorrentemáxima).Estasobrecargadecorrente
facilita a transferência do metal fundido.
 Loading...
Loading...










