325/354
5�2 Valg af lysbuens tændingstype (felt P)
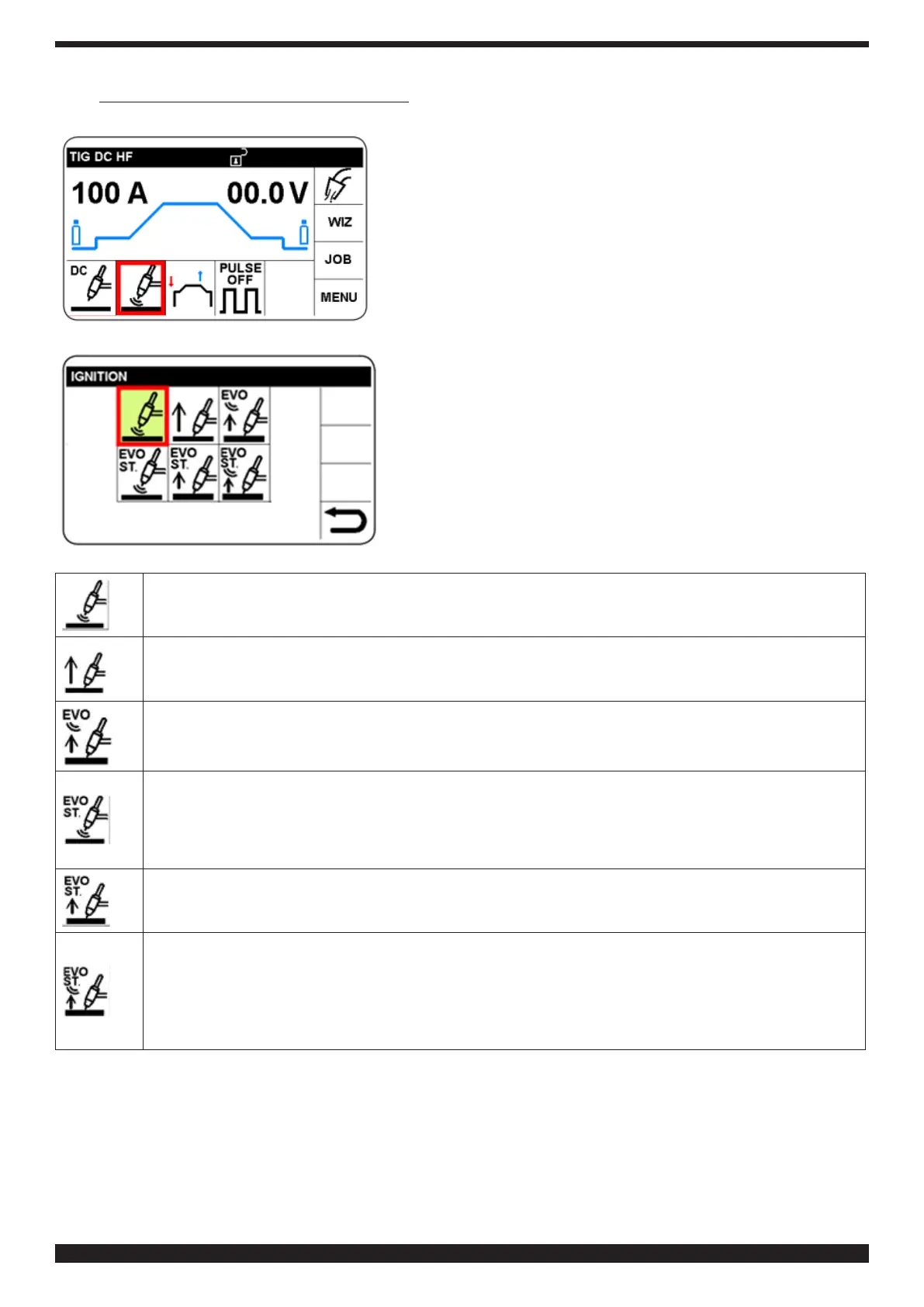
Vælg og bekræft feltet P for tænding af lysbuen
Vælg og bekræft tændingsmåde. NB: Den anvendte tændingsmåde
er markeret med grønt.
Højfrekvenstænding (HF), tænding af lysbuen sker ved hjælp af en højfrekvens/spændingsladning
Tænding ved kontakt, rør ved svejseemnet med elektrodespidsen, tryk på knappen på svejsebrænderen,
og løft elektrodespidsen.
EVO LIFT Rør ved svejseemnet med elektrodespidsen, tryk på knappen på svejsebrænderen, og løft
elektrodespidsen. Så snart elektroden hæves, genereres der en ladning med høj frekvens/spænding,
som tænder lysbuen. Metoden er specielt egnet til præcisionssvejsning.
EVO START Efter højfrekvens/spændingsladningen, der tænder lysbuen, indstilles der nogle parametre,
der fremmer samlingen af kanterne på det materiale, der skal svejses i den første svejsefase. De
ovennævnte parametres varighed kan reguleres via hovedskærmbilledet, hvor man skal vælge
parametren EVO ST. (se afsnit 5.2.4 )
Efter tænding af lysbuen ved kontakt indstilles der nogle parametre, der letter samlingen af kanterne
på det materiale, der skal svejses i den første svejsefase. De ovennævnte parametres varighed kan
reguleres via hovedskærmbilledet, hvor man skal vælge parametren EVO ST (se afsnit 5.2.4)
Rør ved svejseemnet med elektrodespidsen, tryk på knappen på svejsebrænderen, og løft
elektrodespidsen. Så snart elektroden hæves, genereres der en højfrekvens/spændingsladning, der
tænder lysbuen. Desuden indstilles der nogle parametre, der fremmer samlingen af kanterne på det
materiale, der skal svejses i den første svejsefase.
De ovennævnte parametres varighed kan reguleres via hovedskærmbilledet, hvor man skal vælge
parametren EVO ST (se afsnit 5.2.4).
5�2�1 Højfrekvenstænding HF
Lysbuen tændes med en højfrekvens/spændingsladning. Ladningen ophører, så snart svejsestrømmen begynder
at cirkulere eller efter en timeout (3s). Denne type tænding kræver ikke, at arbejdsemnet berøres med elektrodens
spids. Sammenlignet med tænding ved kontakt er der med HF-tænding ikke risiko for at snavse arbejdsemnet med
wolframelektroden. Prøv altid at tænde lysbuen højst 2-3 mm fra arbejdsemnet.
 Loading...
Loading...










