Figure 5-32
As an example the process is shown with HF ignition. Arc ignition with lift arc is also possible, however-
See 5.13.7 Arc ignition chapter.
Sequence:
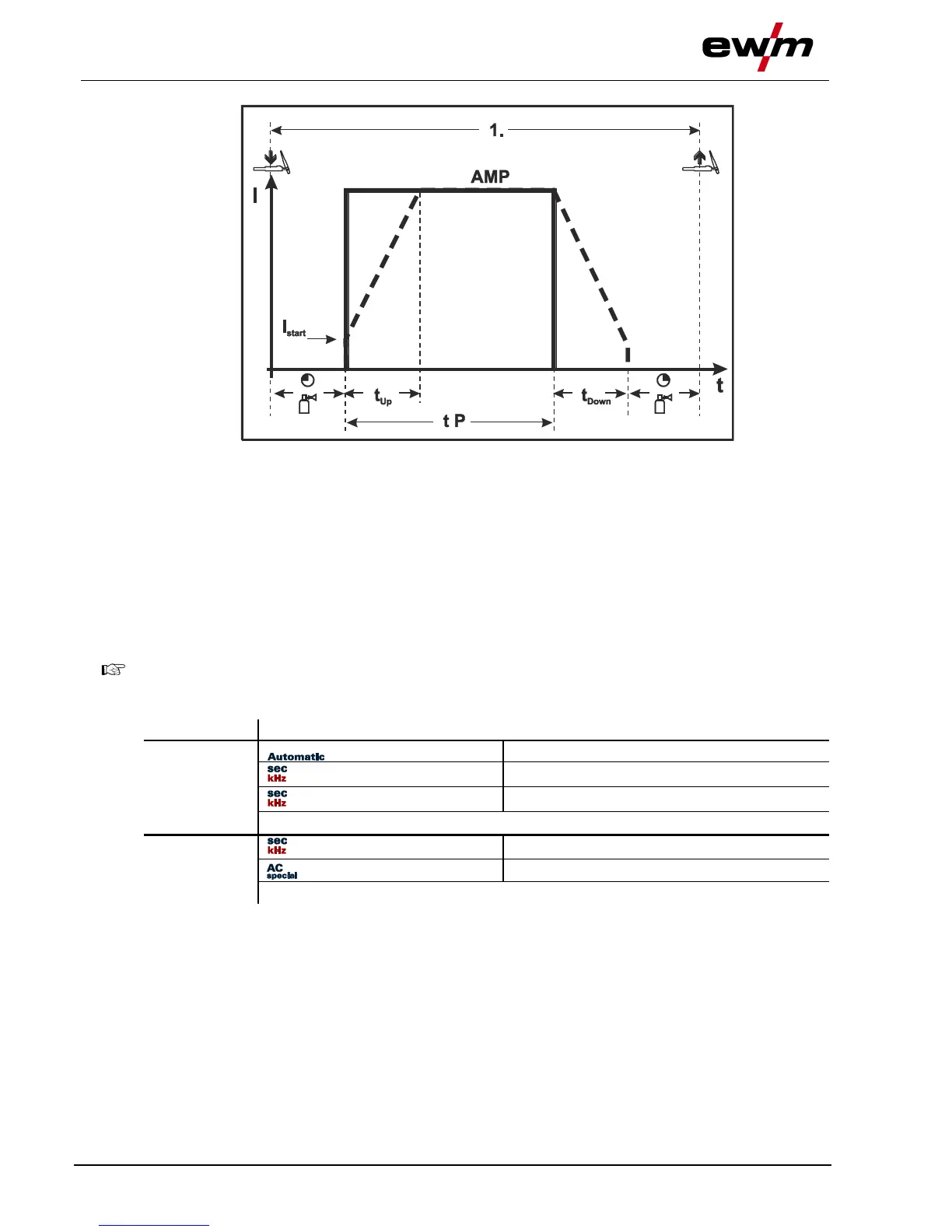
• Press and hold torch trigger 1.
• The gas pre-flow time elapses.
• HF ignition pulses jump from the electrode to the workpiece, the arc ignites.
• The welding current flows and immediately assumes the value set for the ignition current I
start
.
• HF is switched off.
• The welding current increases in the adjusted up-slope time to the main current AMP.