Design and function
TIG Synergic operating principle
099-000115-EW501
17.06.2015
5.13.10.4 spotArc
This process is suitable for tack welding or joint welding of metal sheets made from steel and CrNi alloys
up to a thickness of approximately 2.5 mm. Metal sheets of different thicknesses can also be welded on
top of one another.
The spot welding operating modes (spotArc/Spotmatic) can be used with two different intervals, i.e. a
"long" or "short" interval, which are defined as follows:
When selecting the spotArc operating mode, the long interval is automatically preselected. When
selecting the Spotmatic operating mode, the short interval is automatically preselected. The user can
change the interval in the Configuration menu- See 5.22 Machine configuration menu chapter.
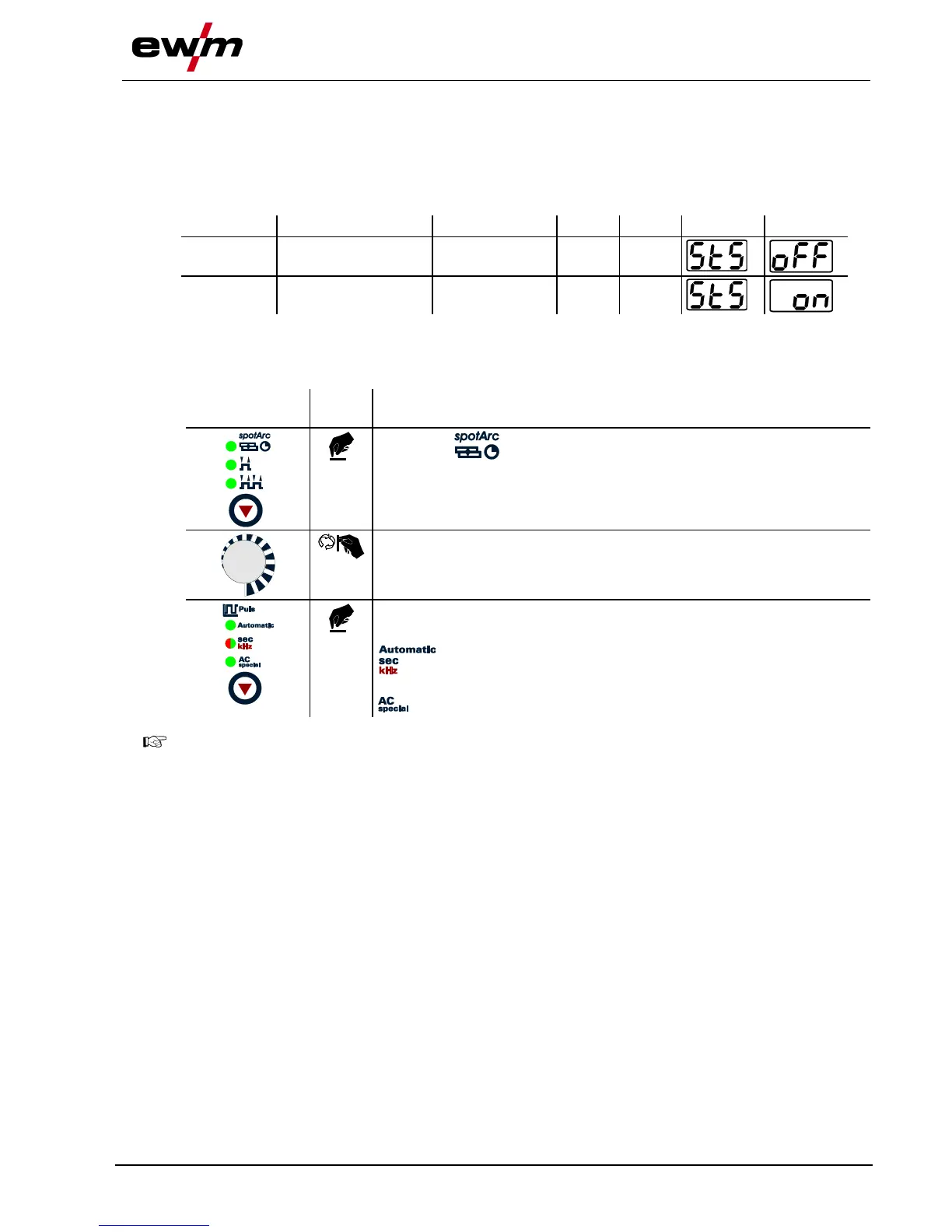
Selecting and setting TIG spotArc
Signal light comes on
The spot time can be set for approx. 4 s using the "Welding parameter
setting" rotary dial.
The TIG spotArc process is switched on with the pulse variant "TIG
automated pulses" by default. The user can select other pulse variants:
TIG automated pulses (frequency and balance)
TIG pulses with times, lights up in green / fast TIG DC pulses
with frequency and balance, lights up in red
TIG AC special
The up-slope and down-slope times should be set to “0” to achieve an effective result.