Design and function
MMA welding
099-000115-EW501
17.06.2015
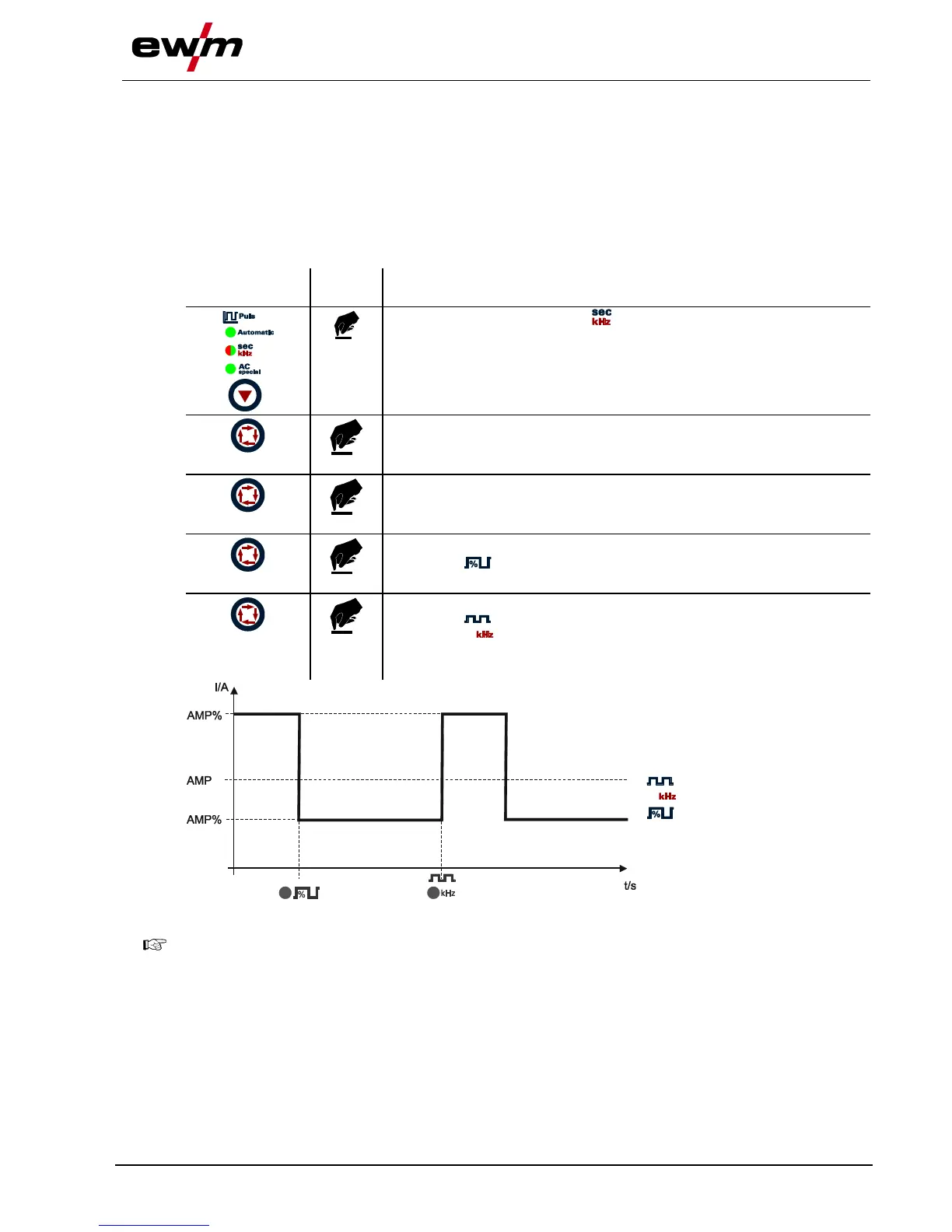
5.14.9 MMA pulse welding in the vertical up position (PF)
Welding characteristics:
• Especially suitable for root welding
• Fine-flaked weld surface with a TIG look for final passes
• Less finishing work thanks to less spatter
• Highly suitable for difficult electrodes
• Outstanding gap bridging with no sagging of the root side
• Less distortion thanks to controlled heat input
Press the push-button until the signal light illuminates in green.
Pulse current selection, percentage dependent on the main current
Signal light AMP on
Setting range: 1% to +200% (increments of 1%, 142% ex works)
Pulse pause current selection, percentage dependent on the main current
Signal light AMP% on
Setting range: 1% to 200% (increments of 1%, 82% ex works)
Balance selection
Signal light on
Setting range: 1% to 99% (increments of 1%, 30% ex works)
Frequency selection
Signal light on
Setting range: 0.1 Hz to 500 Hz (increments of 0.1 Hz/1 Hz, 1.2 Hz ex
works)
AMP = main current
AMP% = pulse current
AMP% = pulse pause current
= frequency
= duty cycle
The default pulse parameters are pre-set in such a way that the welding current average value
corresponds to the pre-selected main current AMP.
Changes in the pulse parameters result in changes to welding current average value AMP.