52
Cap shaping and cap overloading
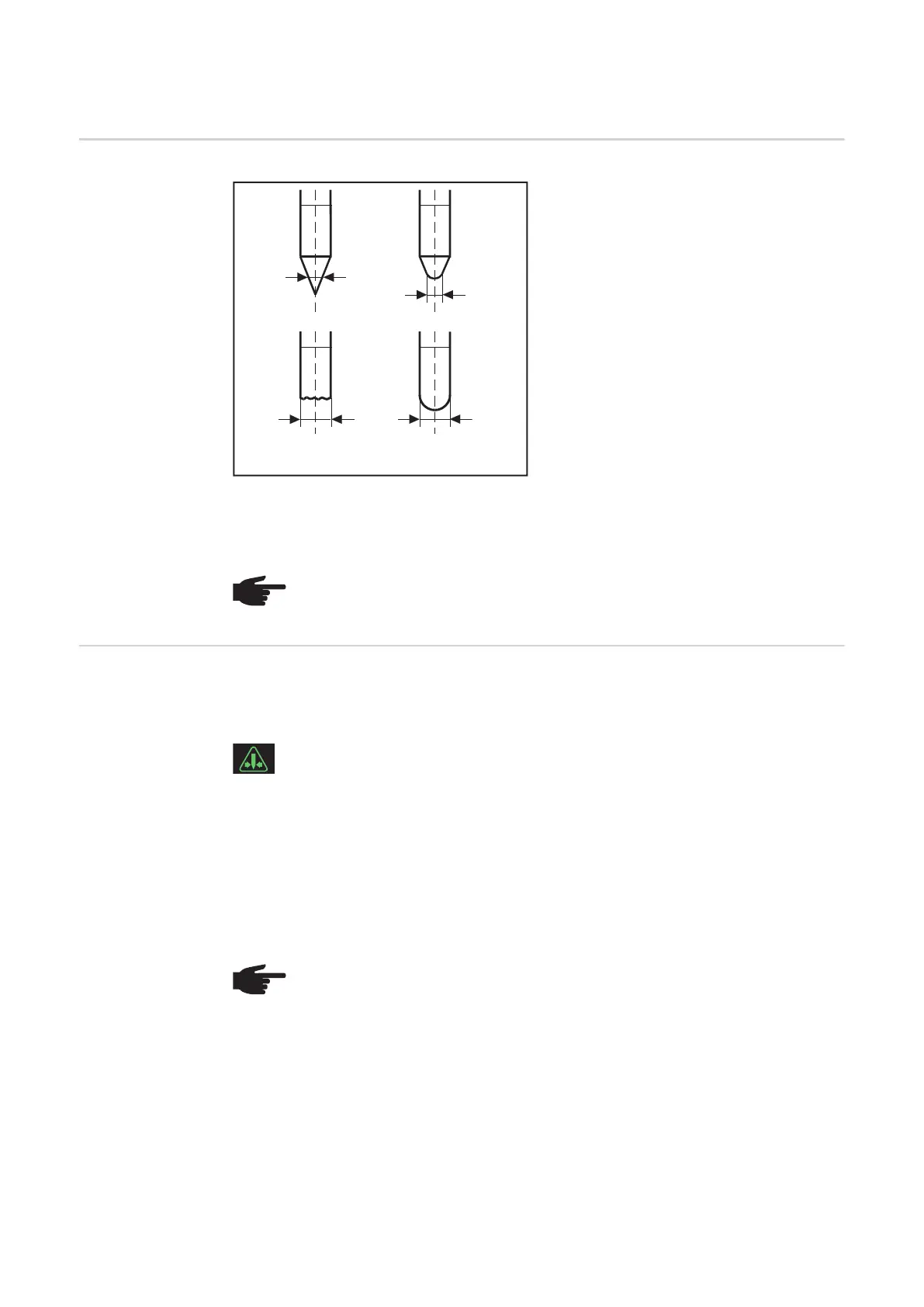
Cap shaping
Cap overloading If the cap is overloaded, there is a risk of an excessively large cap forming on the tungsten
electrode. This will affect the ignition properties.
Possible causes of cap overloading:
- tungsten electrode diameter is too small
- main current value I
1
set too high
- the balance has been set too far towards "+"
Remedy:
- use a tungsten electrode with a larger diameter
- reduce the main current and/or set the balance further towards "-"
For all other electrodes, the "Electrode overload" indicator must be treated as a reference
value.
(1) Before ignition
(2) After ignition
On MagicWave power sources, an auto-
matic cap-shaping function is available for
the TIG AC welding process:
- When the TIG AC welding process is
selected, activate automatic cap-
shaping
- The ideal cap for the specified diame-
ter of the tungsten electrode is
formed during welding start-up.
A separate cap-shaping operation on
a test workpiece is not necessary.
- The automatic cap-shaping function
is then reset and deactivated.
The automatic cap-shaping function
has to be activated separately for
each tungsten electrode.
NOTE! The automatic cap-shaping function is not necessary if a sufficiently large
cap has already formed at the tip of the tungsten electrode.
(2)(1)
If the cap is overloaded, the "Electrode overload" indicator will light up on the con-
trol panel.
NOTE! The "Electrode overload" indicator is fine-tuned to work with the following
tungsten electrodes:
- TIG AC welding: pure tungsten electrodes
- TIG DC welding: ceriated electrodes

 Loading...
Loading...



