76
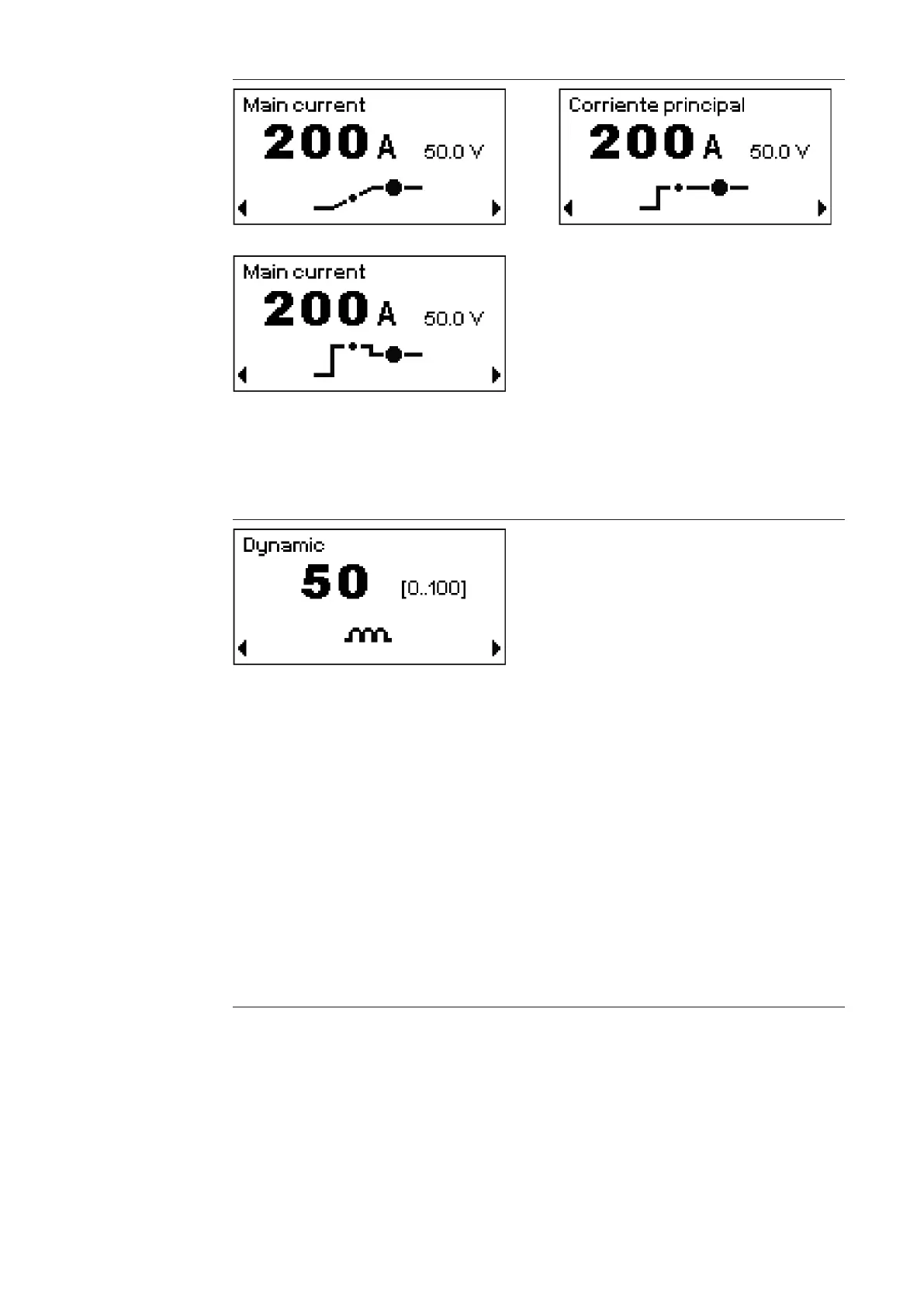
Main current: starting current < main current ("SoftStart") Main current: starting current = main current
Main current: starting current > main current ("HotStart")
Unit A
Setting range MW 2500 Comfort 3 - 250
MW 3000 Comfort 3 - 300
TT 2500 Comfort 3 - 250
TT 3000 Comfort 3 - 300
Factory setting -
To obtain optimum welding results, it will sometimes be necessary to adjust the arc-force
dynamic.
Unit % (of main current)
Setting range 0 - 100
Factory setting 20
0 soft, low-spatter arc
100 harder, more stable arc
Functional principle:
at the instant of droplet transfer or when a short circuit occurs, there is a momentary rise
in amperage. In order to obtain a stable arc, the welding current is temporarily increased.
If the rod electrode threatens to sink into the weld pool, this measure prevents the weld
pool solidifying, as well as preventing more prolonged short circuiting of the arc. This
largely prevents the rod electrode from sticking.

 Loading...
Loading...



