116
"con" parameter (constant welding current)
- If the "con" parameter is set, the welding current will be kept constant, irrespective of
the welding voltage. This results in a vertical characteristic (4).
- The "con" parameter is especially suitable for rutile electrodes and basic electrodes,
as well as for arc air gouging.
- For arc air gouging, set the arc-force dynamic to "100".
Parameter "0.1 - 20" (drooping characteristic with adjustable slope)
- Parameter "0.1 - 20" is used to set a drooping characteristic (5). The setting range ex-
tends from 0.1 A / V (very steep) to 20 A / V (very flat).
- Setting a flat characteristic (5) is only advisable for cellulose electrodes.
NOTE!
When setting a flat characteristic (5), set the arc-force dynamic to a higher value.
"P" parameter (constant welding power)
- If the "P" parameter is set, the welding power is kept constant, irrespective of the weld-
ing voltage and welding current. This results in a hyperbolic characteristic (6).
- The "P" parameter is particularly suitable for cellulose electrodes.
NOTE!
If there are problems with a rod electrode tending to "stick", set the arc-force dy-
namic to a higher value.
ELn
Electrode line - characteristic selection
Unit 1
Setting range con or 0.1 - 20 or P
Factory setting con
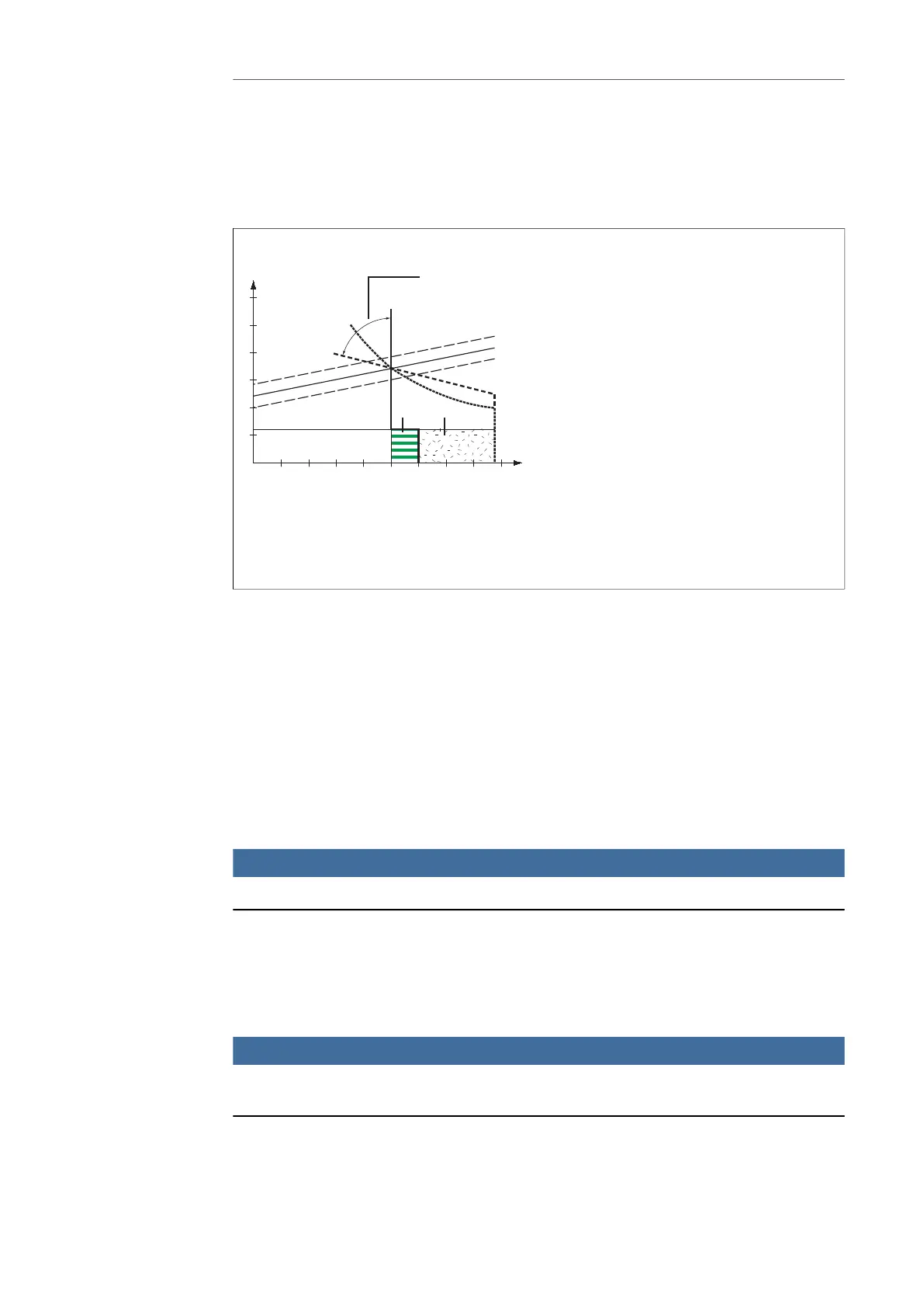
(1) Load line for rod electrode
(2) Load line for rod electrode where arc length is in-
creased
(3) Load line for rod electrode where arc length is re-
duced
(4) Characteristic where "CON" parameter is select-
ed (constant welding current)
(5) Characteristic where "0.1 - 20" parameter is se-
lected (drooping characteristic with adjustable
slope)
(6) Characteristic where "P" parameter is selected
(constant welding power)
(7) Example of pre-set arc-force dynamic where
characteristic (4) is selected
(8) Example of pre-set arc-force dynamic where
characteristic (5) or (6) is selected
Characteristics that can be selected using the ELn function
0040 200100 300 I (A)
U (V)
con - 20 A / V
(4)
(5)
(6)
(7) (8)
(1)
(2)
(3)
 Loading...
Loading...





