OperatiOn
4-16 powermax
65/85
Service Manual
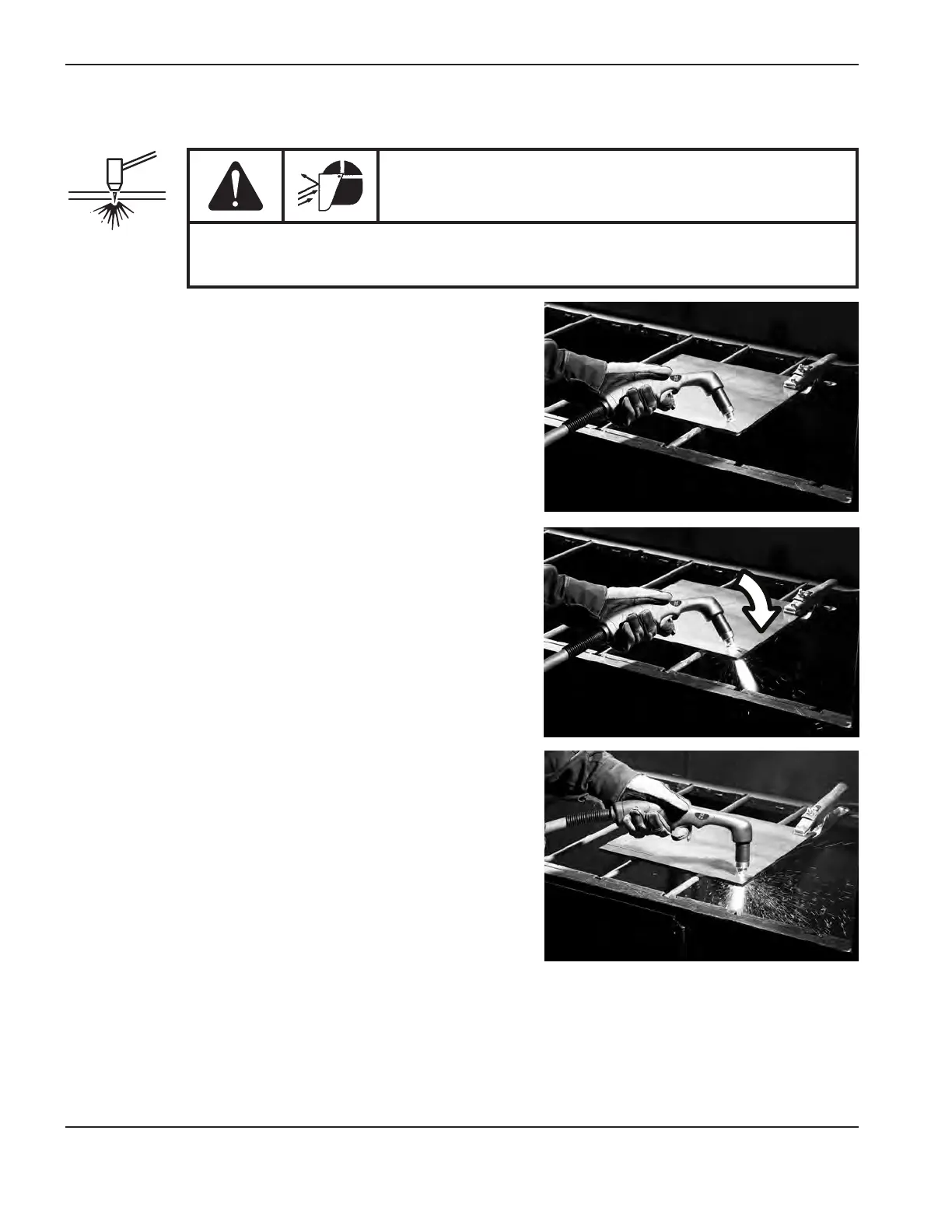
Pierce a workpiece
1. With the work clamp attached to the workpiece, hold the torch
at an approximate 30° angle to the workpiece with the torch
tip within 1/16 inch (1.5 mm) of the workpiece before firing the
torch.
2. Fire the torch while still at an angle to the workpiece. Slowly
rotate the torch to a perpendicular (90°) position.
3. Hold the torch in place while continuing to press the trigger.
When sparks exit below the workpiece, the arc has pierced the
material.
4. When the pierce is complete, dragthe nozzle lightly along the
workpiece to proceed with the cut.
WARNING
SPARKSANDHOTMETALCANINJUREEYESANDBURNSKIN.When firing the
torch at an angle, sparks and hot metal will spray out from the nozzle. Point the
torch away from yourself and others.