JOHNSON CONTROLS
19
FORM 155.17-N1
ISSUE DATE: 4/1/2013
4
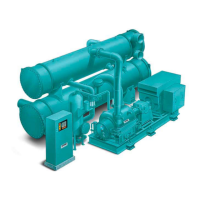
SECTION 4 – KNOCKDOWN SHIPMENT UNITS
As an extra option (specially quoted jobs only), YORK
can ship ParaFlow
TM
absorption units in a two or three
ma jor component arrangement to accommodate lim it-
ed access into the jobsite building. Usu al ly, the ma jor
com po nents con sist of the main shell, first-stage gen-
er a tor, and the burn er - if the unit is a di rect-fired unit.
On steam-fired units, the ship ment is usually in two
piec es, con sist ing of the main shell and the first-stage
generator.
Johnson Controls does not recommend knockdown
shipments due to the fact that a complete factory unit
leak check cannot be ac com plished properly to ensure
a tight and leak free unit.
Because of the many various ways to ship a knock-
down unit, this document will only highlight the most
im por tant steps to assemble the unit. If the unit to be
installed is a knockdown shipment, a spe cial drawing
will be in clud ed with the unit shipment. Use it to re-
as sem ble the your par tic u lar unit along with the fol-
low ing Johnson Controls forms:
155.17-W1 Direct Fired Wiring Diagram
155.19-W1 Steam Chiller Wiring Diagram
155.17-PA1 ParaFlow™ Wiring Options
155.17-PA2 Wiring Diagram Field Con nec tions
IMPORTANT STEPS TO FOLLOW DURING
REASSEMBLY
All cutting and welding of units under warranty must
be 100% Johnson Controls supervised. Under no cir-
cumstances should non-Johnson Controls personnel
be given the sole responsibility to cut or to weld a
ParaFlow
TM
unit. Absorption units re quire specialized
handling when cutting or welding. Only trained John-
son Controls personnel are considered qualified to su-
per vise or perform this work.
ASSEMBLY GUIDELINES
1. Never allow the introduction of dirt or foreign
particles into the unit during the reassembly pro-
cess.
2. Never weld on any pressure vessel, or when the
pressure vessel is in a vacuum.
3. Always open valves when welding.
4. Always use a nitrogen bleed when welding.
5. All weld root passes and hot passes must be made
using Gas Tungsten-Arc welding (commonly
called TIG). The purpose of using TIG for the
rst two passes is primarily to provide a smooth,
crevice-free surface on the inside of the pipe or
shell.
6. If unit was charged with lithium bromide, NEV-
ER allow air to enter the unit.
7. If unit assembly work cannot be nished within
the workday – do not leave the chiller open to
the atmosphere overnight. Always tape or cover
openings up with cardboard or other suitable ma-
terial and leave nitrogen bleed on.
LEAK CHECKING
Only Johnson Controls trained Service
Technicians are authorized to leak-check
ParaFlow
TM
absorption units.
Welds that cannot be pressure tested must be dye pen-
etrant tested prior to closing. Solution pipes within
pipes, such as between the solution heat ex chang er and
the first-stage generator, are examples of these welds.
Welds that can be pressure tested must be done so with
soap first. Do not exceed 8.0 PSIG unit pressure
when leak testing.
The second step after soap testing is to charge the
unit with a mixture of nitrogen and R-22 refrigerant.
Again, do not exceed 8.0 PSIG unit pressure when
charging the unit. Slowly go over each unit joint with
a R-22 leak de tec tor to determine if any joints are leak-
ing.
 Loading...
Loading...