Slic3r in Depth
• Only retract when crossing perimeters
- Retracting, to prevent
ooze, is unnecessary if the extruder remains within the boundaries of
the model. Care should be taken if the print material oozes excessively,
as not retracting may result in enough material loss to affect the
quality of the subsequent extrusion. However, most modern printers
and materials rarely suffer from such extreme ooze problems.
• Infill before perimeters
- Reverses the order in which the layer
is printed. Usually the perimeter is laid down initially, followed by
the infill, and this is usually the preferable as the perimeter acts as a
wall containing the infill.
Fighting Ooze
Unless the material being extruded has a very high viscosity it will ooze
from the nozzle in between extrusions. There are several settings in Slic3r
to which can help to remedy this.
The retraction settings, found in the
Printer
tab, tell the printer to pull
back the filament between extrusion moves. This can alleviate the pressure
in the nozzle, thus reducing ooze. After the subsequent travel move the
retraction is reversed to prepare the extruder for the next extrusion.
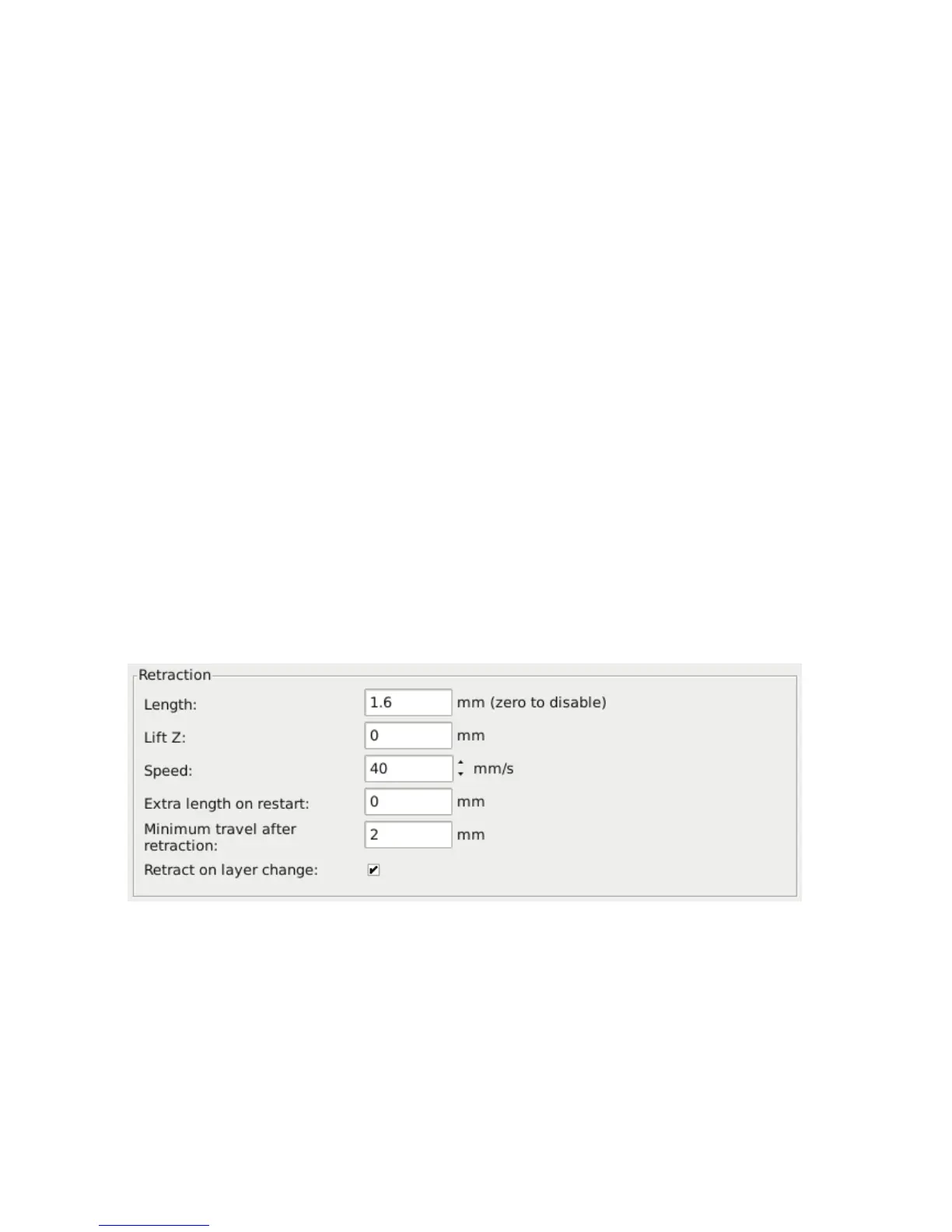
Figure 3.32: Retraction settings.
• Length
- The number of millimeters to retract. Note that the
measurement is taken from the raw filament entering the extruder.
A value of between 1 and 2mm is usually recommended. Bowden
74