National Crane Published 08/16/19 Control # 112-05 4-13
500E2 SERVICE MANUAL BOOM
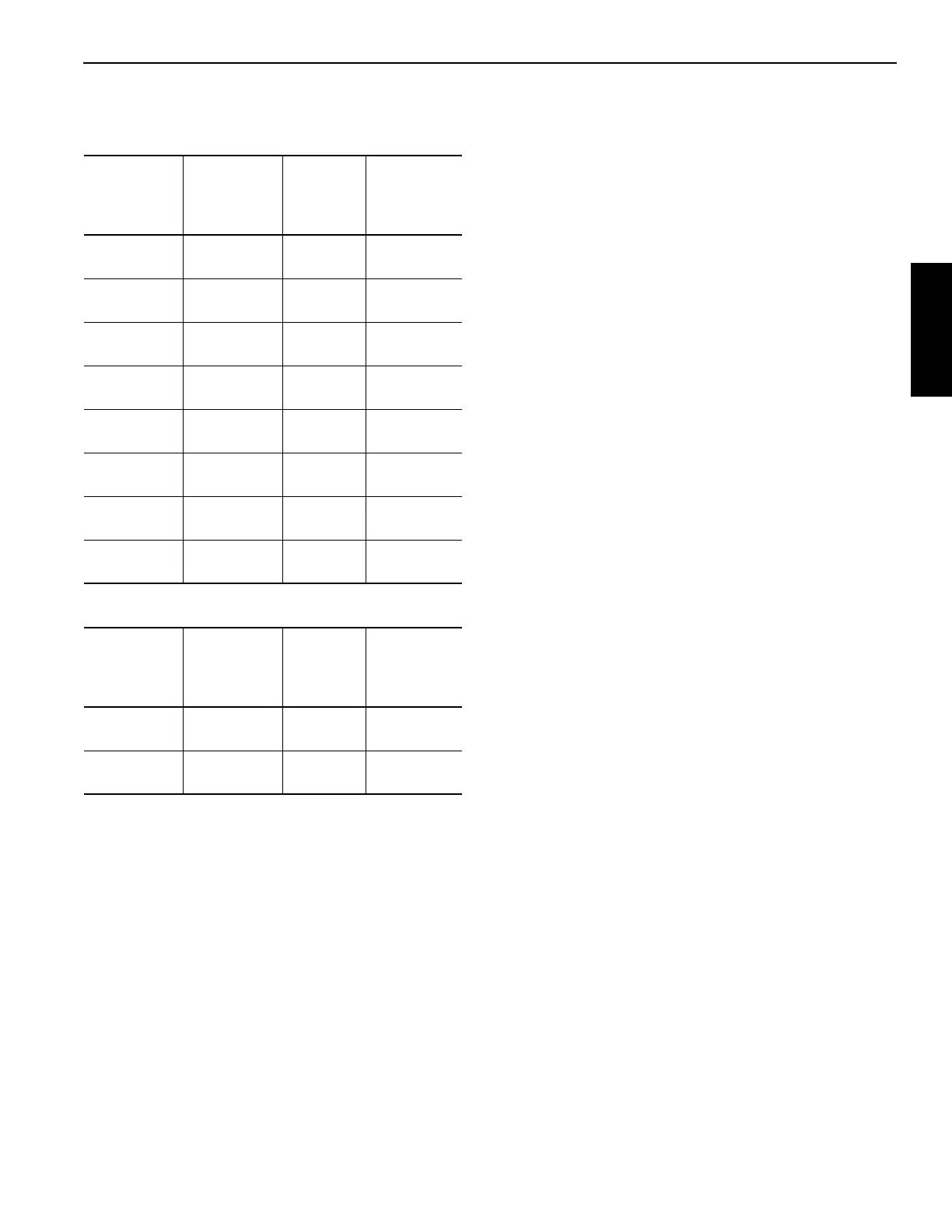
TORQUE VALUES for Second Nut:
Inch Series with Coarse Threads (UNC)
Metric Series with Coarse Threads
LIFT CYLINDER REPAIR
Lift Cylinder Disassembly
1. Disconnect shaft end of cylinder from machine.
2. Retract cylinder shaft with oil from the hydraulic system
until about 12 inches (30 cm) of shaft is extended. The
barrel must be filled with oil to prevent a compressed air
chamber being formed which could result in injury at
disassembly.
3. Remove the cylinder from the machine and place on
supports with an oil pan directly beneath the cylinder
head area.
4. Using the proper size of external snap ring pliers,
expand the snap ring completely and remove from
groove. Slide large washer forward to gain access to the
packing gland.
5. Using a special drive tool, drive the packing gland into
the barrel assembly to expose the round cross section
retaining ring. Then use a small needle nose locking
plier to clamp the round cross section retaining ring to
prevent it from rotating in the groove. Use two straight
blade screw drivers: one to pry the end of the ring out of
the groove and the other to pry the ring out of the barrel
assembly.
6. Attach a porta-power hand pump or hydraulic line from
crane circuit valve to the shaft end of the cylinder. De-
burr ring groove edge. Failure to do so will damage
barrel or packing gland.
7. Operate hand pump or crane circuit valve, preferably the
boom telescope circuit, to force packing gland out of
barrel.
8. Remove holding valve from cylinder to allow removal of
shaft and piston assembly. Remove the shaft and piston
assembly by hand.
9. Disassemble the piston set by removing nut, replace
worn or damaged parts. Note: Loctite 680 is used during
original assembly to secure nut to shaft. If necessary,
heat nut to 400-500° F (204-260°C) to facilitate removal.
If heat is necessary for removal, discard nut and replace
with new equivalent nut as well as worn or damaged
parts.
10. Wipe and inspect all cylinder internal and external
surfaces for damage.
11. Remove seals and bearings from packing gland and
piston. Replace all seals and bearings.
12. Reassemble shaft and piston set assembly in the proper
order with external snap ring, large washer, internal
round section ring, assembled packing gland, stop tube,
piston to shaft O.-ring, assembled piston, and locknut.
Loctite locknut onto shaft using type 680 according to
Loctite recommendations. Torque locknut to 600 ft-lbs
(813 Nm).
13. Grease piston assembly and install the shaft assembly
with piston, O.-ring, stop tube, packing gland, internal
round ring, large washer, and external snap ring into
barrel assembly.
Cable end
Thread Size
Minimum
Nut
Strength
GRADE
Nut Type
TORQUE
ft lbf
1/2-13 SAE 2
Hex Jam
(HALF)
12
5/8-11 SAE 2
Hex Jam
(HALF)
31
3/4-10 SAE 2
Hex Jam
(HALF)
47
7/8-9 SAE 2
Hex Jam
(HALF)
63
1-8 SAE 2
Hex Jam
(HALF)
199
1 ¼-7 SAE 2
Hex Jam
(HALF)
203
1 ½-6 SAE 5
Hex Jam
(FULL)
250
1 ¾-5 ASTM B
Hex Jam
(FULL)
250
Cable end
Thread Size
Minimum
Nut
Property
Class
Nut Type
TORQUE
Nm
M16x2 5
Hex Jam
(THIN)
26
M20x2.5 5
Hex Jam
(THIN)
66

 Loading...
Loading...










