GTR-3455
Doc Ref: Page: 34
Date: 13/01/13 Issue: H
Pr
seal
®
uk
Tray Sealing Solutions
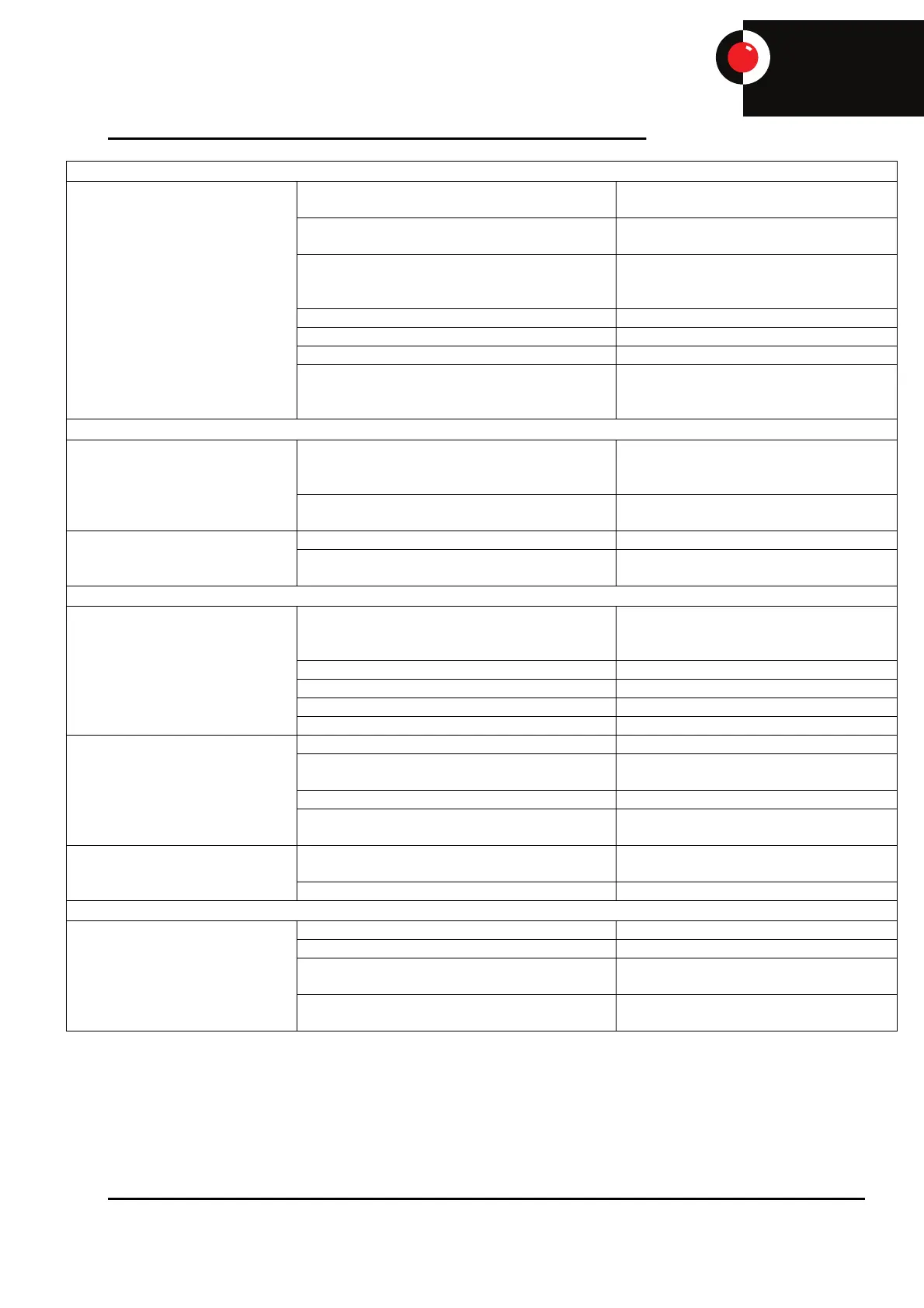
Inconsistent seal quality
Excessive draughts around the top tool
Move machine to a draught free
location
Faulty heater element
Check condition of heater and replace
if damaged.
Uneven seal profile face
Check profile for flatness. Seal profile
can be skimmed flat if not too badly
damaged
Contamination on seal profiles Clean seal profiles carefully
Seal rubber damaged or missing Replace seal rubber
Seal spring misplaced or broken Reseat or replace damaged springs
Lidding film wrinkled
Check film rewind tension is set
correctly and film is positioned
correctly on top tool film spreader.
Tray sticking in base tool
during eject
Seal temperature or time too high causing
tray flange to distort
Reduce seal temperature and time
Thermocouple incorrectly located or
damaged
Tray or film supplier has changed
Check tray and film are suitable for
tooling being used
Tray flange being cut by
trimblade
Base and top tool misaligned Check tooling alignment on machine.
Trimblade contaminated; damaged or
distorted
Clean or replace trimblade
Film snapping during film feed
cycle
Film feed time too short
Increase film feed time to ensure film
is fed enough to clear last tool
impression
Film path incorrect through machine Check film path is correct
Film width too short Use correct film width
Film rewind tension too high Reduce tension to a suitable level
Seal profiles contaminated Clean seal profiles
Uneven film cut around tray
perimeter
Clamp rubber damaged or missing Replace clamp rubber
Trimblade contaminated; damaged or
distorted
Clean or replace trimblade
Low air pressure Check regulator and air supply
Tool heights incorrect
Check base tool to top tool
relationship.
Pack ballooned after sealing
Base tool knife slot vent holes blocked
Clean knife slots or add additional
vent holes
Too much gas in pack after sealing Reduce gas flush pressure or time
GAS FLUSHING/VACUUM ISSUES
Poor gas content
Gas flush time set too low Adjust gas flush time
Gas pressure set too low Adjust gas pressure
Incorrect type of modified atmosphere
packaging gas being used
Check flushing gas is correct for
product
Leak on the gas flushing or vacuum circuit.
Check gas flush or vacuum circuit for
leaks