Notes
SINUMERIK 802D sl Operating
Section 5
Milling G codes
5.1 Milling G codes
Here is a list of ISO dialect G codes that are fundamentally different to G
functions in Siemens
mode.
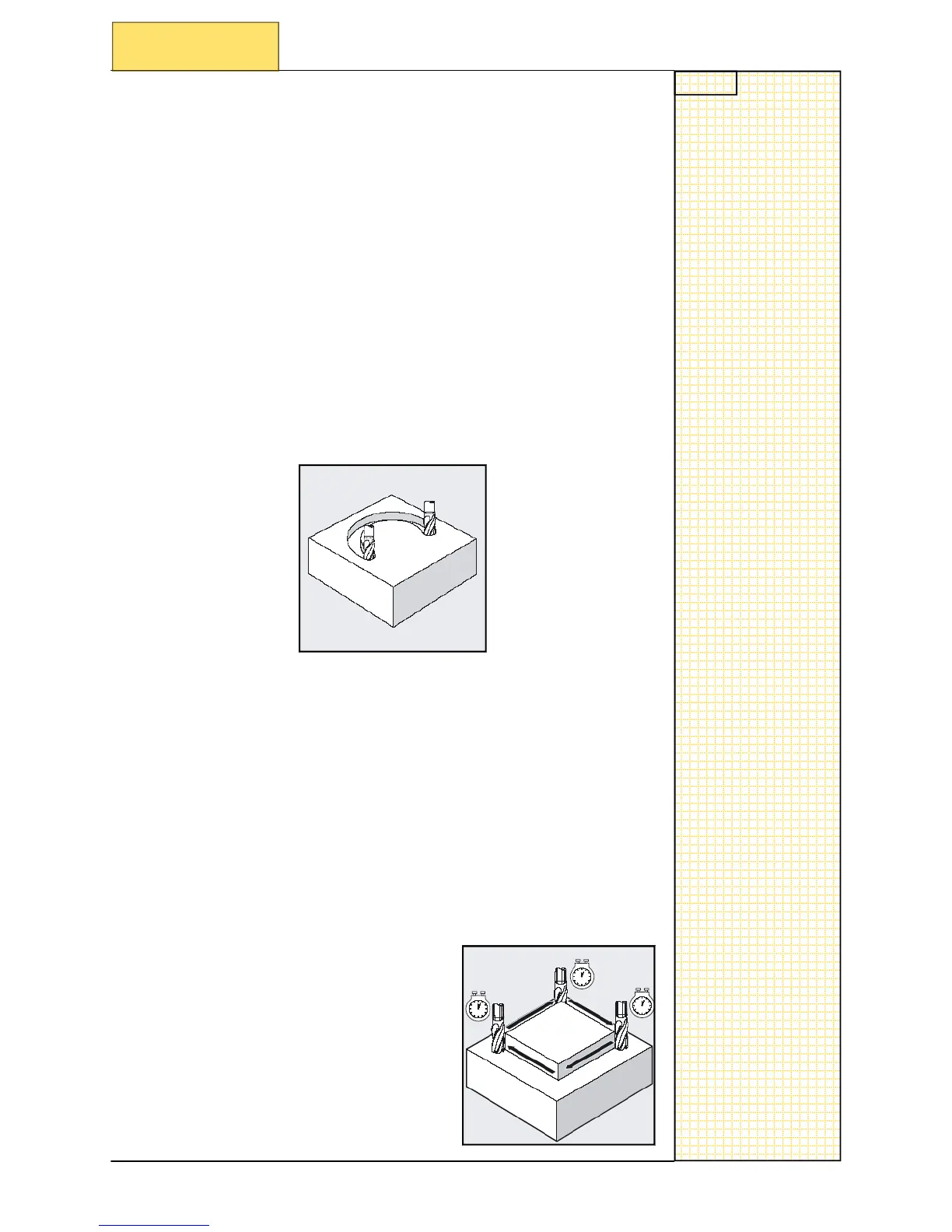
Circular interpolation, G02/G03
Function
This function allows you to program an arc either is clockwise (G02)
or counter-clockwise (G03) direction.
Programming
G02/G03 G90 X
.. Y.. Z.. I.. J.. K.. F.. Absolute end point
Or
G02/G03 G91 X
.. Y.. Z.. I.. J.. K.. F.. Incremental end point
Or
G02/G03
X.
.
Y.. Z.. R.. F.. Radius of arc
————
—————————————————————————————
Dwell time G4
Function
You can use
G4 to interrupt workpiece machining between two NC
blocks f
or the programmed length of time, e.g. dwell at bottom of
hole
In the feed p
er minute mode (G94) the dwell time unit is in seconds,
while in the f
eed per revolution (G95) the dwell time unit is in spindle
revolutions.
Programming
G4 G94
X.. X = Time
Or
G4 G95
X.. X = Rotations