Notes
SINUMERIK 802D sl Operating and Service Training Manual Page 5
C104
C104
Section 3
Mold&Die commands
3.1 List of G Codes
The following G Codes are relevant for Mold&Die
• G Code Group24 : FEEDFORWARD CONTROL
FFWOF / FFWON
Recommended function : FFWON
Feed forward control ON
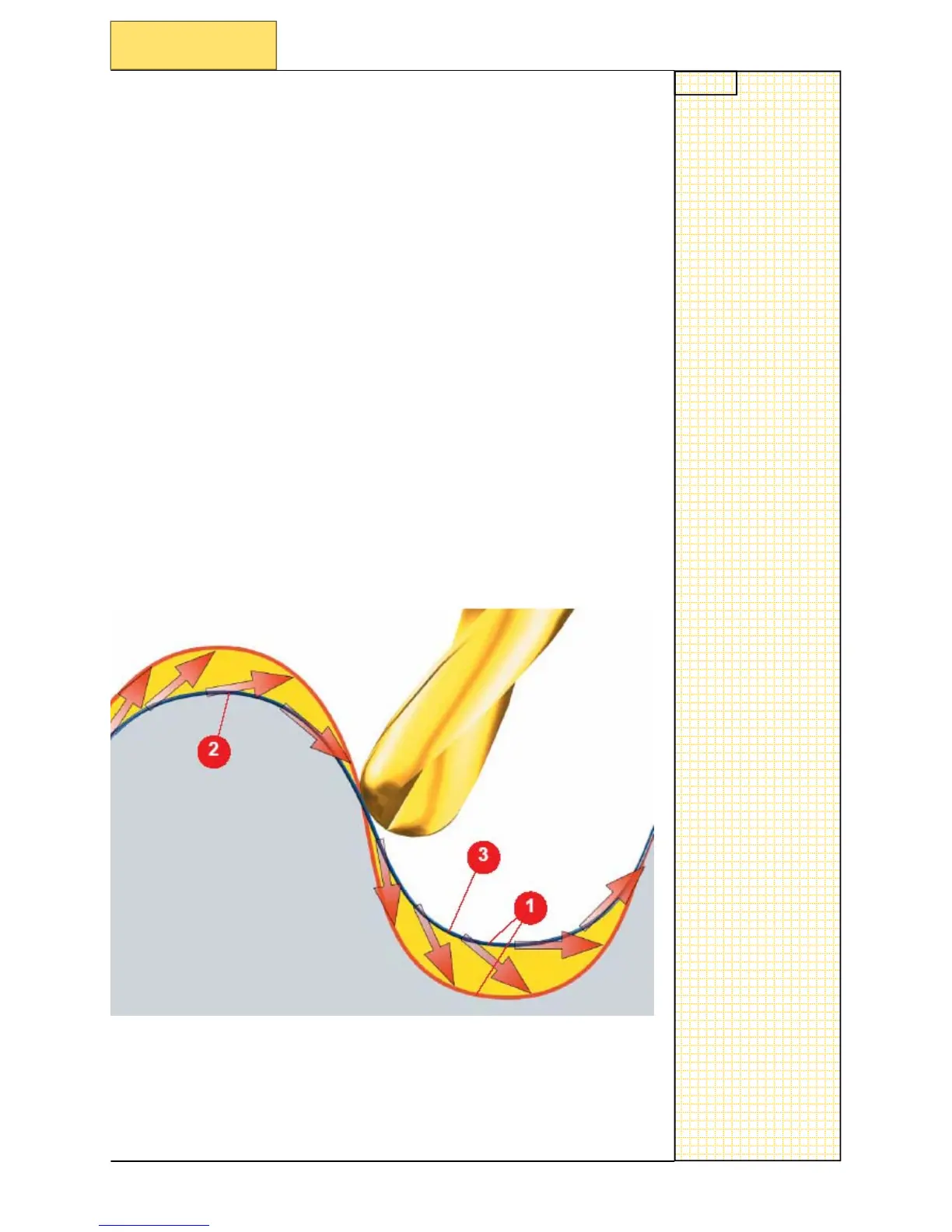
Feedforward control function FFWON
Following errors cause contour violation. 1 The inertia in the system
means that the cutter tends to leave the setpoint contour - 2 - tangenti-
ally, i.e.the actual contour - 3 - that is produced deviates from the set-
point contour. Following errors are due to a combination of the system -
- positioning control - and the speed.
Feedforward control FFWON reduces speed - dependent following er-
rors when contouring almost to zero. Traversing with feedforward
control permits higher path accuracy and thus improved machining re-
sults.