6
© Siemens AG, 2002. All rights reserved
SINUMERIK 840D/810D Operator's Guide ManualTurn (BAM) – 08.02 Edition 6-123
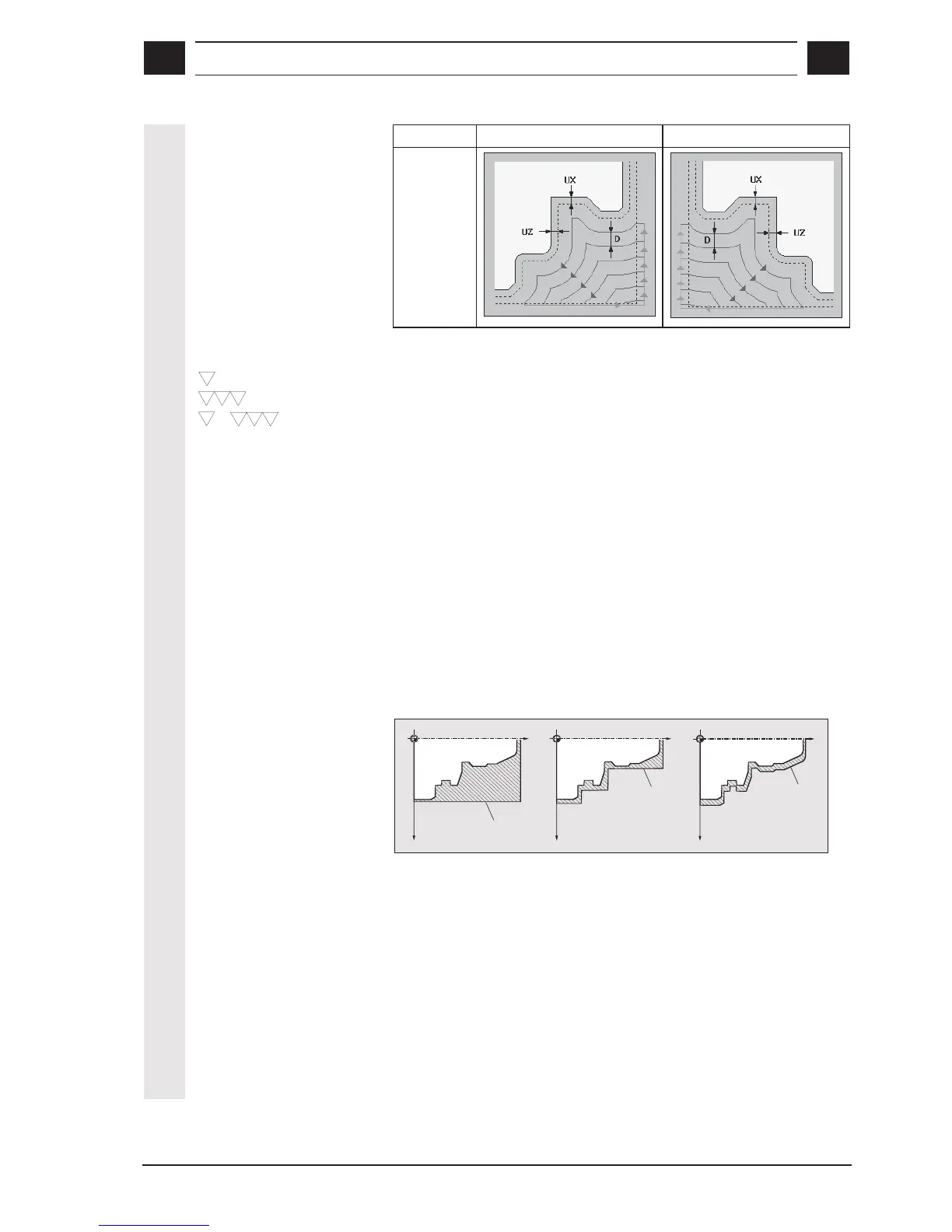
Face plane Back plane
Machining mode
+
Roughing
Finishing
Complete machining (roughing and finishing)
Direction of machining
Machining can be performed from the face end to the rear end, or
from inside out towards the exterior, as well as vice versa.
The direction of machining depends on the tool selected.
D
Infeed depth
With contour roughing, parallel cuts are made using the maximum
programmed infeed depth
D.
U
X
, U
Z
Finishing allowance
The contour is roughed to the programmed finishing allowance U
x
/U
z
.
The part is finished in the same direction as it is rough-cut.
Blank
Blank description
Cylinder
X
Z
Contour
X
Z
Allowance
X
Z
X
D
, Z
D
Blank definition
Cylinder: The cylinder's dimensions can be entered in absolute values
or incrementally as allowance in relation to the smallest possible
cylinder that can be positioned around the contour.
For inside contours, the blank cylinder is typically equivalent to the
drill-hole diameter.
Allowance: The allowance for the finished-part contour is specified
incrementally.
Contour: The blank contour must be defined as a separate closed
contour definition before the finished-part contour.

 Loading...
Loading...



















