5
Turning with Cycles 08.02
5.1 General notes
5
© Siemens AG, 2002. All rights reserved
5-80 SINUMERIK 840D/810D Operator's Guide ManualTurn (BAM) – 08.02 Edition
5.1 General notes
The following section describes how you can program turning cycles
using the ManualTurn system. Its purpose is to help you in selecting
the turning cycles and assigning parameters to them. The menu tree
for the turning cycles can be altered by the machine manufacturer.
This section describes the menu tree in its original form.
All turning cycles can also be executed in single-block mode (see also
section "Program generation with EasyStep and G code").
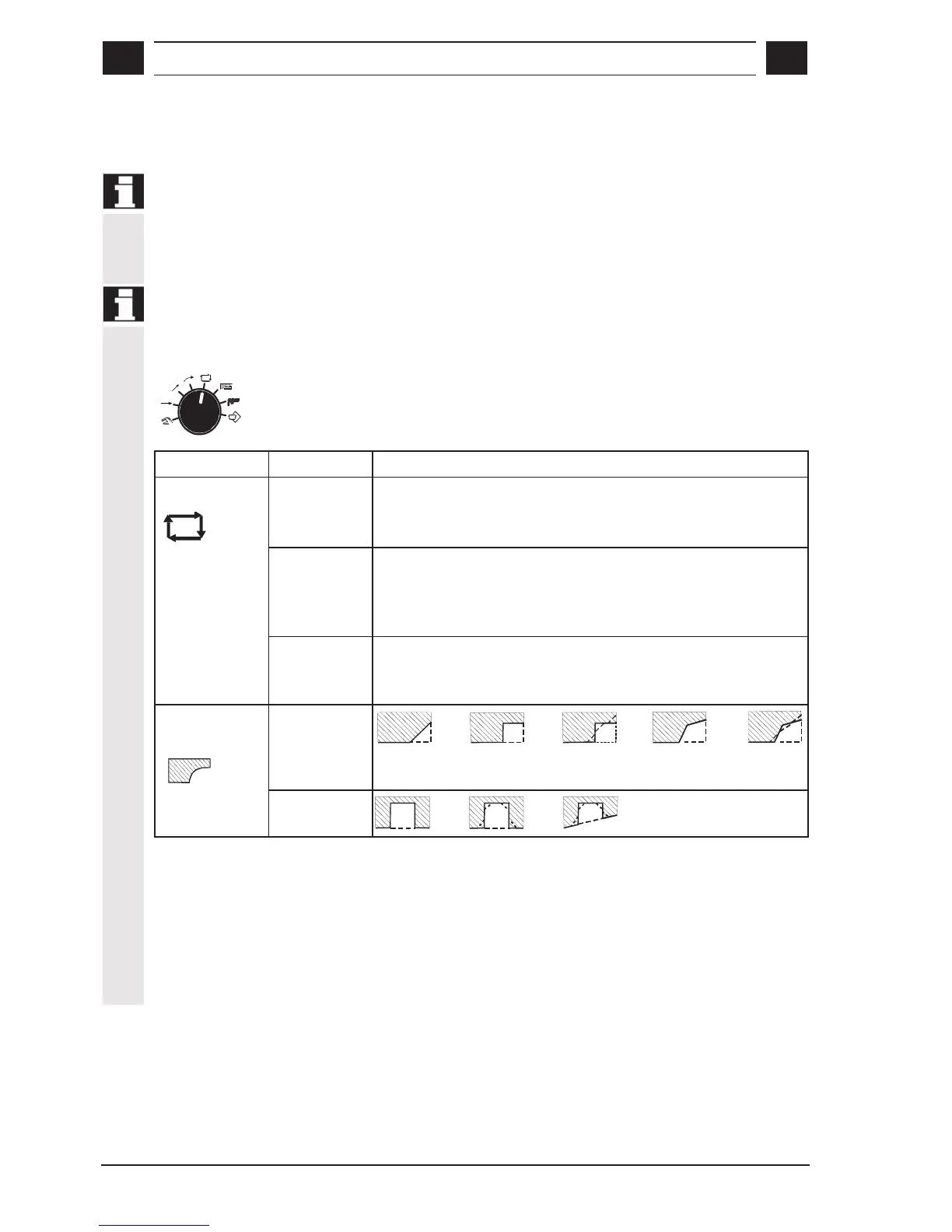
Calling turning cycles
You can select the following turning cycles using, for example, the
operating mode switch in the CYCLE and STOCK REMOVAL modes:
Operating mode Cycle Function
CYCLE Thread Transversal thread
Longitudinal thread
Taper thread
Undercut Form F
Form E
DIN thread
Thread
Drilling Deep hole drilling
Tapping
Hole circle face/peripheral
STOCK
REMOVAL
Stock removal
Grooving
Programming and
displaying turning cycles
You set the parameters of the turning cycles in a dialog in the
parameter input field. You can either call the programming graphics of
the parameterized cycle or the help display into the graphic display
area by pressing the information key.
Cycle end point
At the end of the cycle, the tool returns to the position it was in before
the cycle started.

 Loading...
Loading...



















