cles in CYCLE mode
5
© Siemens AG, 2002. All rights reserved
SINUMERIK 840D/810D Operator's Guide ManualTurn (BAM) – 08.02 Edition 5-97
5.2.7 Hole circle drilling
Function
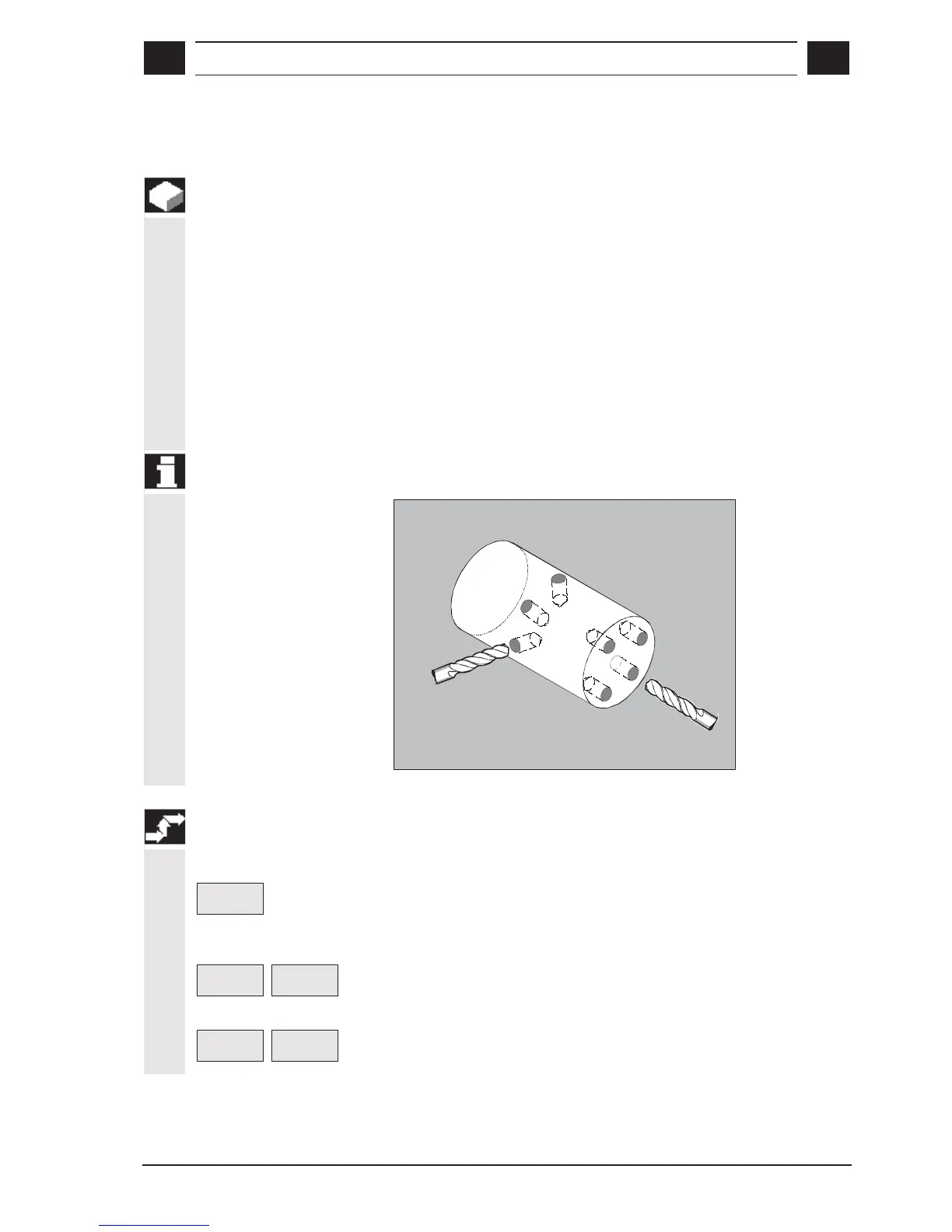
With this cycle you can create a hole circle on the face or peripheral
end in front of or behind the turning center. Here you can select either
deep hole drilling or tapping.
Sequence of operations
1. The workpiece rotates to the first position α0 on the hole circle.
2. Initial machining is performed with the drill (2nd spindle) rotating
and the workpiece immobile.
3. The workpiece advances through
α1 to the next position.
4. The second drilling operation is performed.
5. Steps 3 and 4 are repeated until all positions on the hole circle
have been machined.
Please follow the advice of the machine manufacturer.
Drilling a hole circle on
the peripheral surface
Drilling a hole circle
on the face end
Sequence of operations
Precondition
CYCLE mode is selected.
Drilling hole
circle
Select the soft key "Drilling hole circle" and define the machining cycle
with:
Deep hole drilling on hole circle
Drilling face
Drilling
peripheral
The hole circle can be machined at the face or peripheral end.
Tapping on hole circle
Tapping
face
Tapping
peripheral
The hole circle can be machined at the face or peripheral end.

 Loading...
Loading...



















