7
Transformations 08.97
7.4 Inclined axis: TRAANG
7
840 D
NCU 572
NCU 573
810D
840Di
Siemens AG 2000. All rights reserved
7-250
SINUMERIK 840D/840Di/810D/FM-NC Programming Guide Advanced (PGA)
−
04.00 Edition
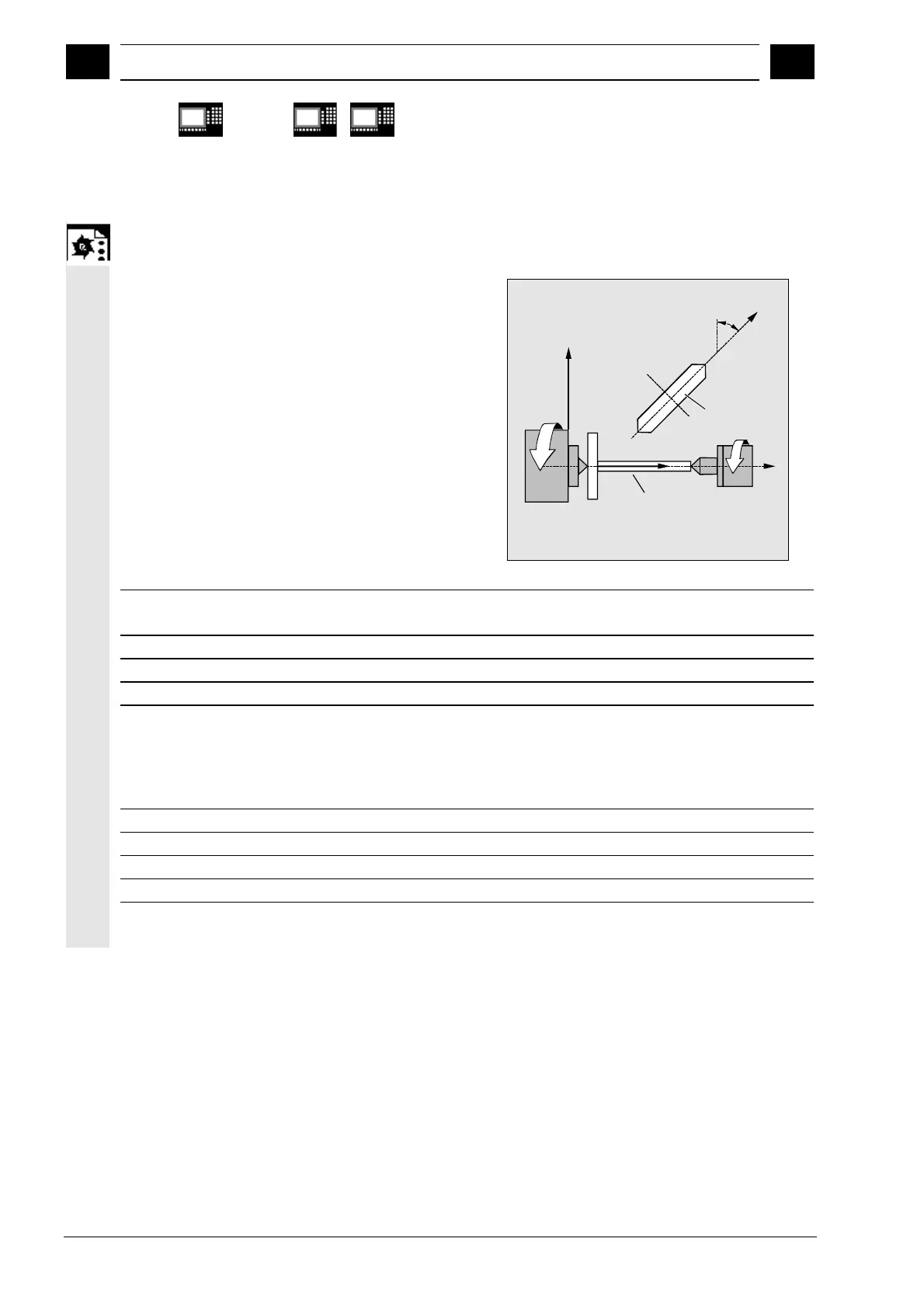
Programming example
MU
α
AS
MZ
C
Z
X
Workpiece
Grinding
wheel
N10 G0 G90 Z0 MU=10 G54 F5000 ->
-> G18 G64 T1 D1
Select tool, clamping compensation,
select plane
N20 TRAANG(45)
Activate inclined transformation axis
N30 G0 Z10 X5
Approach reference point
N40 WAITP(Z)
Enable axes for oscillation
N50 OSP[Z]=10 OSP2[Z]=5 OST1[Z]=–2 ->
-> OST2[Z]=–2 FA[Z]=5000
N60 OS[Z]=1
N70 POS[X]=4.5 FA[X]=50
N80 OS[Z]=0
Oscillation performed to dimension
(see Chapter 9 for oscillation)
N90 WAITP(Z)
Enable oscillation axes as positioning axes
N100 TRAFOOF
Switch off transformation
N110 G0 Z10 MU=10
Retract
N120 M30
->
program in one block

 Loading...
Loading...


























